


Updated on May 29, 2026
Concrete is one of the major components of a structure, particularly a multistoried structure, where in it accounts for 30% - 50% of the total cost. The quality of concrete has also a very direct bearing a on the strength & durability of the structure as a whole. It is in this context that RMC assumes relevance.
Few things are more aggravating to produce on a worksite than concrete. Bags of cement, sand, aggregate (gravel) & possibly other additives must be delivered to the construction area. A supply of clean water is also necessary, along with a rented concrete mixing hopper. Even after all the dusty & heavy ingredients have been loaded into the Hooper, one small error in the wet/dry ratio can render an entire batch of concrete unusable. One common solution to this messy & time consuming problem is “Ready Mix Concrete”
RMC is a specialized material in which the cement aggregates and other ingredients are weigh-batched at a plant in a central mixer or truck mixer, before delivery to the construction site in a condition ready for placing by the builder. Thus, `fresh' concrete is manufactured in a plant away from the construction site and transported within the requisite journey time. The RMC supplier provides two services, firstly one of processing the materials for making fresh concrete and secondly, of transporting a product within a short time.
This enables the places of manufacture and use of concrete being separated and linked by suitable transport operation. This technique is useful in congested sites or at diverse work places and saves the consumer from the botheration of procurement, storage and handling of concrete materials. Ready mix concrete is produced under factory conditions and permits a close control of all operations of manufacture and transportation of fresh concrete. Due to its durability, low cost and its ability to be customized for different applications, ready mix concrete is one of the most versatile and popular building materials.
RMC is usually ordered in units of cubic yards or meters. The use of the RMC is facilitated through a truck –mounted ‘boom placer’ that can pump the product for ready use at multi-storied construction sites. A boom placer can pump the concrete up to 80 meters. It must remain in motion until it is ready to be poured, or the cement may begin to solidify. The RMC concrete is generally released from the hopper in a relatively steady stream through a tough system. Workers use shovels and hoes to push the concrete into place.
Ready mix concrete was first patented in Germany in 1903; its commercial delivery was not possible due to lack of transportation needs. The first commercial delivery was made in Baltimore, USA in 1913. The first Revolving Drum Type Transit Mixer was developed in 1926.
In 1931, an RMC plant was set up for the construction of Heathrow airport, London. In the mid 90’s there were about 1100 RMC plants in UK consuming about 45% of cement produced in that country. By 1997, in Europe there were 5850 companies producing a total of 305 million cusecs of RMC.
In USA by 1990, around 72% (more than 2/3rd) of cement produced was being used by various RMC plants. In Japan the first RMC plant was set up in 1949. By 1992, Japan was the then largest producer of RMC, producing about 18,196 million tons of concrete.
In many other countries of the world including some of the developing countries like Taiwan, Malaysia etc, RMC industry is well developed.
The leading RMC supplier worldwide is the Mexican Concrete & cement company CEMEX, & their main competitor is France-based Lafarge.
In INDIA, RMC plant arrived in 1950’s and the use of RMC was restricted to only major construction projects such as, Bhakra Dam. Later on RMC was used for other large projects such as construction of long span bridges, industrial complexes etc. The RMC plant was set up in Pune in 1993.
The concept of RMC is still catching up in the country, cement majors are keenly focusing on entering the new area in a big way. Cement majors, including Associated Cement Companies, Grasim, L&T, India cements, Priyadarshini cements, Chettinad cement & Madras cements, are foraying into the RMC business & the share of RMC is expected to go up from present levels of around5% of the total cement production to the global average of 70%. The teething troubles has been overcome by the RMC Industry & at present there are over 37 RMC plants delivering over 1 lakh cubic meters of mixed concrete every month. RMC plants are working in Delhi area also.
There are 2 general methods of producing RMC:
Transit or Truck mixing
Central Mixing
Shrink Mixing
In Transit Mixing, the dry materials are proportioned at the RMC plant, the water being added & the mixing done en route to the job in a truck mixer, which essentially consists of a mixer drum mounted on a conventional chassis. Power for rotating the drum is obtained either from the truck engine or from an independent petrol engine. The truck mixer is provided with a water supply tank with equipment for measuring the quality of water entering the drum, & a revolution counter indicating the extent of mixing.

As soon as the mixer drum is charged with its complete batch of materials from the batching plant, the truck proceeds to the concrete pouring point, the mixing operation taking place en route, the water level and the mixing controls being operated by the driver; where the length of the haul is long, delivery of freshly mixed concrete is assured by starting the mixing operation towards the end of the haul. On arrival at the worksite, the concrete is discharged over detachable chutes into receptacles or directly on to the forms.
In central mixing, both the operations of proportioning & mixing are carried out at a batching plant & deliver the mixed concrete to the site in an agitator truck, which keeps the mix concrete in correct form.
In case of centrally mixed type, the drum carrying the concrete revolves slowly so as to prevent the mixed concrete from “segregation” & prevent its stiffening due to initial set.
Central mixing is resorted to when there is likely to be a considerable period lag between the time of mixing and the time of placing. With agitation a maximum of one and half hours between mixing & placing can be allowed.
Another important consideration in favour of central mixing method is the fact that more concrete can be transported in a single trip when the truck-mixer is used as an agitator. The effect of this is to reduce the transportation charges, all other factors being equal.
Concrete that is partially mixed in a plant mixer and then discharged into the drum of the truck mixer for completion of the mixing is called shrink mixed concrete. Central mixing plants that include a stationary, plant-mounted mixer are often actually used to shrink mix, or partially mix the concrete. The amount of mixing that is needed in the truck mixer varies in these applications and should be determined via mixer uniformity tests. Generally, about thirty turns in the truck drum, or about two minutes at mixing speed, is sufficient to completely mix shrink-mixed concrete.

Admixtures: A substance added to the basic concrete to alter one or more properties of the concrete, i.e. fibrous materials for reinforcing, water repellent treatment and colouring compounds.
Air-entrainment admixtures (mainly used in concrete exposed to freezing and thawing cycles)
Water reducing admixtures ,plasticisers ( reduce the dosage of water while maintaining the workability)
Retarding the admixtures(mainly used in hot weather to retard the reaction of hydration)
Super plasticiser or high range water reducer(significantly reduce the dosage of water while maintaining the workability)
Miscellaneous admixtures such as corrosion inhabiting, shrinkage reducing, coloring.pumping etc.
Inert particles (i.e. gravel, sand, and stone) added to cement and water to form concrete.
Dry powder that reacts chemically with water to bind the particles of aggregate, forming concrete. Portland cement is typically used in concrete production.
Fly ash is a by product of coal fired electricity generating power plants. Mainly composed of combustible elements such as carbon, hydrogen and oxygen (nitrogen and sulfur being minor elements), and non-combustible impurities (10 to 40%) usually present in the form of clay, shale, quartz, feldspar and limestone. As the coal travels through the high-temperature zone in the furnace, the combustible elements of the coal are burnt off, whereas the mineral impurities of the coal fuse and chemically recombine to produce various crystalline phases of the molten ash. The molten ash is entrained in the flue gas and cools rapidly, when leaving the combustion zone (e.g. from 1500°C to 200°C in few seconds), into spherical, glassy particles. Most of these particles fly out with the flue gas stream and are therefore called fly ash. The fly ash is then collected in electrostatic precipitators or bag houses and the fineness of the fly ash can be controlled by how and where the particles are collected.
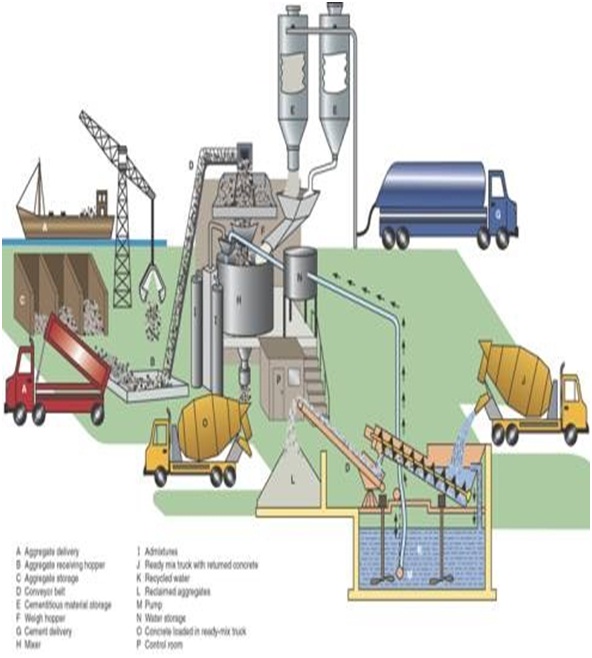
A ready mix concrete plant is a permanent installation with mechanical handling for the storage, proportioning & mixing of materials. The location, size of the plant & layout are governed by a number of considerations, depending upon local conditions which require careful study before the design and construction of the plant are undertaken.
In the operation of a RMC concern, the transportation of the concrete to the site of the job is generally one of the most expensive items & the RMC plant should, as far as possible, be situated in the centre of the market. This may be difficult proposition in a very large cities where works requiring. RMC may be situated beyond the economical radius for operations. In such cases; it may prove more economical to operate two or more small plants, spread out to reduce the length of the haul, than to concentrate production in a single large plant.
Another important consideration in the selection of a site is the facility of delivery of materials to the plant. Location near the rail-head, from which a siding can be constructed to the plant, would be more advantages in unloading the materials direct from the wagons to their respective stockpiles.
The size of plant will depend chiefly on the potential demand for which the plant has to cater. This in turn is dependent upon the quality of concrete construction carried out in a town or city.
Towns & cities undergoing a critical housing storage or those which are in the process of industrial expansion would naturally provide a fruitful field for RMC operation.
However, with increasing confidence amongst architects, engineers, contractors & the public in a product of guaranteed quality & offered at rates which are competitive enough to induce the adoption of RMC in preference to site-mixed concrete, the demand will soar. The size should, therefore, be selected taking into account potential future increase in production.
The plant layout should be so arranged that it satisfies that it satisfies the following considerations: firstly, it ensures the maximum efficiency in operation; secondly, it provides adequate space for the storage of materials & thirdly, it does not hamper future expansion.
For faster operation & in order to reduce the traffic hazard within the plant, a one way traffic should be adopted with vehicles entering & leaving from separate gateways & the equipment being so arranged that the truck-mixers collect first the dry materials from the weigh-batchers, then the water, and make a direct exit into the street. In order to further reduce the amount of driving all the weighing equipment should preferably be located near the front of the site or to close to the street exit, leaving the rear for the receipt and the storage of materials.
The unloading & stockpiling of aggregates should be as close as possible to the overhead compartment bins so that a minimum length of conveyer belts is required. Besides reducing the initial investment it will afford faster operation & a reduction in production cost.
Adequate space for the stockpiling of materials is very necessary to meet with the irregular supply of cement & aggregates. This calls for the provision of sufficient space to accommodate the storage of materials to provide for a reserve stock of cement & aggregates equivalent to 7-10 days normal consumption.
While ready mixed concrete can be delivered to the point of placement in a variety of ways, the overwhelming majority of it is brought to the construction site in truck-mounted, rotating drum mixers. Truck mixers have a revolving drum with the axis inclined to the horizontal. Inside the shell of the mixer drum are pair of blades or fins that wrap in a helical (spiral) configuration from the head to the opening of the drum. This configuration enables the concrete to mix when the drum spins in one direction and causes it to discharge when the direction is reversed.
To load, or charge, raw materials from a transit mix plant or centrally mixed concrete into the truck, the drum must be turned very fast in the charging direction. After the concrete is loaded and mixed, it is normally hauled to the job site with the drum turning at a speed of less than 2 rpm.
Since its inception in the mid-1920, the traditional truck-mixer has discharged concrete at the rear of the truck. Front discharge units, however, are rapidly becoming more popular with contractors. The driver of the front discharge truck can drive directly onto the site and can mechanically control the positioning of the discharge chute without the help of contractor personnel. Currently, because of weight laws, the typical truck mixer is a 9 to 11 yd3 unit. The drums are designed with a rated maximum capacity of 63% of the gross drum volume as a mixer and 80% of the drum volume as an agitator. Generally, ready mixed concrete producers, load their trucks with a quantity at or near the rated mixer capacity. Fresh concrete is a perishable product that may undergo slump loss depending on temperature, time to the delivery point on the job site, and other factors.
Water should not to be added to the mix unless the slump is less than that which is specified. If water is added, it should be added all at once and the drum of the truck mixer should be turned minimum of 30 revolutions, or about two minutes, at mixing speed.
The ASTM C 94, Specification for Ready Mixed Concrete, indicates that the concrete shall be discharged on the job site within 90 minutes and before 300 revolutions after water was added to the cement. The purchaser may waive this requirement, when conditions permit.
In certain situations, air-entraining, water reducing, set-retarding or high-range water reducing admixtures may need to be added to concrete prior to discharge to compensate for loss of air, high temperatures or long delivery times. The ready mixed concrete producer will assist the purchaser in such circumstances.
RMC is more advantageous to the consumer from both the technical and economical aspects of concrete-making.
Assures consistent quality through accurate computerized control of aggregates and water as per mix designs.
It facilitates speedy construction through programmed delivery at site and mechanized operation with consequent economy.
Elimination of material storage on congested building site-no need to allocate place at site for storage of cement, aggregate, sand.
It minimizes cement wastage due to bulk handling and there is no dust problem and therefore pollution-free.
Save contractor’s time, usage of Labor’s energy to mix concrete and also saves project time.
Multi transportation of raw materials.
Creates a clean pollution free (noiseless and dust less) environment.
Double handling results in additional cost and losses in weight.
Requirement of godowns for storage of cement and large area at site for storage of raw materials.
Aggregate get mixed and impurities creep in because of wind, weather and mishandling at site.
There are always the possibilities of manipulation, manual error and mischief as concreting are done at the mercy of gangs, who manipulate the concrete mixes and water cement ratio.
Structures Built With RMC in India:
55nos. of flyovers in Mumbai.
Mumbai-Pune expressway (95kms)
9nos. of mini flyovers in Chennai.
Super structures on station building of metro railway project at Chennai.
M45 grade RMC using 30% OPC for worli out fall project in Mumbai.
Tidal Park at Chennai.
Many residential flats-houses in Chennai, Bangalore and Mumbai etc.
Structures built with RMC in the World:
Petronas Towers of Kuala Lumpur.
World Trade Centre, New York, USA.
Golden Gate Bridge, San Francisco.
Changai International Airport, Singapore.
Sydney Opera House, Australia.
Euro Tunnel (UK/France)

In future of RMC in India is very bright. The allotment of land at confessional rates and availability of water, electricity and other infrastructure and removal of sales tax by government would accelerate the RMC industries in India.
The RMC can be suitably produced to ensure quality in concrete construction.
Three-way interactions between RMC manufacturers, users of RMC, research and academic institute is essential to develop RMC’s using indigenous materials.
The successful running of a RMC concern depends upon the regular supply of materials, efficient operation of the machinery, plant and the production economically of concrete guaranteed strength and quality.
For successful operation of RMC.s in India, a suitable scale of production should be adopted.
The tests which are required to arrive at the correct proportions of a concrete mix and to ensure that strength requirements are being compiled with, are simple and do not require elaborate laboratory equipment.
If in addition, care taken to see that the static and mobile plant machinery are maintained in a sound working condition so that break-downs, if any, are rare occurrences.
“RMC in India” (June 2001), Civil Engineering & Construction Review.
A.M Neville, Properties of Concrete.
M.S Shetty, Concrete Technology.
National Seminar on Advances in Special Concretes.
Reference issued by Concrete Association of India.
Zacharia, G (1985) Ready mixed concrete, Indian Concrete Institute, Madras.
| Are you interested in this topic.Then visit the below page to get the full report |
