


Updated on May 29, 2026
Earth block is a construction material made primarily from soil. Types of earth block include compressed earth block (CEB), compressed stabilized earth block (CSEB), and stabilized earth block (SEB).
Stabilized mud block (SMB) or pressed earth block is a building material made primarily from damp soil compressed at high pressure to form blocks. If the blocks are stabilized with a chemical binder such as Portland cement they are called compressed stabilized earth block (CSEB) or stabilized earth block (SEB). Creating SMBs differs from rammed earth in that the latter uses a larger formwork into which earth is poured and manually tamped down, creating larger forms such as a whole wall or more at one time rather than building blocks and adobe which is not compressed. Stabilized mud block uses a mechanical press to form block out of an appropriate mix of fairly dry inorganic subsoil, non-expansive clay, aggregate, and sometimes a small amount of cement.
Typically, around 3000 psi is applied in compression, and the original soil volume is reduced by about half. The compression strength of properly made SMB can meet or exceed that of typical cement or adobe brick. Building standards have been developed for SMB.
A very few laboratories can identify soils for building purposes. But soil identification can be performed by anybody with sensitive analyses. The main points to examine are:
Grain size distribution, to know quantity of each grain size
Plasticity characteristics, to know the quality and properties of the binders (clays and silts)
Compressibility, to know the optimum moisture content, which will require the minimum of compaction energy for the maximum density.
Cohesion, to know how the binders bind the inert grains.
Humus content, to know if they are organic materials which might disturb the mix.
Many stabilizers can be used. Cement and lime are the most common ones. Others, like chemicals, resins or natural products can be used as well.
The selection of a stabilizer will depend upon the soil quality and the project requirements:
Cement will be preferable for sandy soils and to achieve quickly a higherstrength.
Lime will be rather used for very clayey soil, but will take a longer time to harden and to give strong blocks.
Not every soil is suitable for earth construction and CSEB in particular. But with some knowledge and experience many soils can be used for producing CSEB. Topsoil and organic soils must not be used. Identifying the properties of a soil is essential to perform, at the end, good quality products. Some simple sensitive analysis can be performed after a short training. A soil is an earth concrete and a good soil for CSEB is more sandy than clayey. It has these proportions:
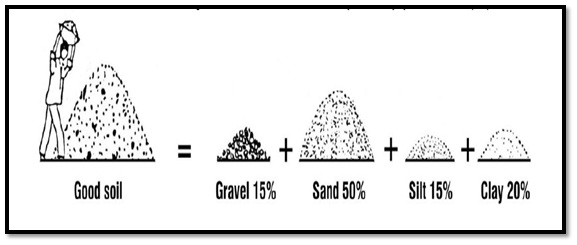
Fig 3.1 Proportions
According to the percentage of these 4 components, a soil with more gravel will be called gravely, another one with more, sand, sandy, others silty or clayey, etc. The aim of the field tests is to identify in which of these four categories the soil is. From the simple classification it will be easy to know what to do with this soil.
Soil characteristics and climatic conditions of an area must be evaluated before manufacturing soil building blocks. A dry climate, for example, needs different soil blocks from those used in temperate, rainy or tropical areas. All soils are not suitable for every building need. The basic material, however, required to manufacture compressed stabilized earth building blocks is a soil containing a minimum quantity of silt and clay so as to facilitate cohesion. Soils are variable and complex materials, whose properties can be modified to improve performance in building construction by the addition of various stabilizers. All soils consist of disintegrated rock, decomposed organic matter and soluble mineral salts. Soil types are graded according to particle size using a system of classification widely used in civil engineering. This classification system, based on soil fractions shows that there are 4 principal soil fractions - gravel, sand, silt and clay.
For soil stabilization, the clay fraction is most important because of its ability to provide cohesion within a soil. The manufacture of good quality, durable compressed stabilized earth blocks requires the use of soil containing fine gravel and sand for the body of the block, together with silt and clay to bind the sand particles together. An appropriate type of stabilizer must be added to decrease the linear expansion that takes place when water is added to the soil sample. The stabilizer has further benefits that are described in a later section.
The basic materials required for the production of compressed stablised earth building blocks are soil, stabiliser, and water. The stabiliser, whether lime or cement or some other material, is usually available in powder or liquid form, ready for use. The soil may be wet or dry when it is first obtained, and will probably not be homogeneous. In order to have uniform soil, it is often necessary to crush it so that it can pass through a 5 to 6mm mesh sieve.
Different soil types may also need to be used together so as to obtain good quality products. For instance, a heavy clay may be improved by addition of a sandy soil. It is not only important to measure the optimum proportion of ingredients, but also to mix them thoroughly. Mixing brings the stabiliser and soil into direct contact, thus improving the physical interactions as well as the chemical reaction and cementing action. It also reduces the risk of uneven production of low quality blocks. Various types and sizes of mixing equipment are available on the market.
In most developing countries the soil is usually dry when dug out of the borrow pit or it will dry soon after digging. Simple hand tools are available as well as a range of more complicated machinery which can be used to reduce the soil grains to an appropriate size.
In order to obtain a uniform mix of the mineral components, water and stabiliser,lumps more than 200mm in diameter after excavation must be broken up. Grains with a homogeneous structure, such as gravel and stones, must be left intact, and those having a composite structure (clay binder) broken up so that at least 50 percent of the grains are less than 5mm in diameter. The soil must be dry as wet soil can only be handled by certain mechanised systems.
The material is pressed between two surfaces - a rather inefficient and tedious process in which bigger stones are broken up, however, only simple machinery is required. The broken up lumps of soil are then passed through a screen.
The material is hit with great force so it disintegrates. The machinery required is complex but performs satisfactorily. At the delivery end, any large pieces left can
be removed by means of screen.
Soil contains various sizes of grain, from very fine dust up to pieces that are still too large for use in block production. The oversized material should be removed by sieving, either using a built-in sieve, as with the pendulum crusher, or as a separate operation.
The simplest sieving device is a screen made from a wire mesh, nailed to a supporting wooden frame and inclined at approximately 45º to the ground. The material is thrown against the screen, fine material passes through and the coarse, oversized material runs down the front. Alternatively, the screen can be suspended horizontally from a tree or over a pit. The latter method is only suitable in the case where most material can pass through easily otherwise too much coarse material is collected, and the screen becomes blocked and needs frequent emptying.
Before starting production, tests should be performed to establish the right proportion of soil, stabiliser and water for the production of good quality blocks. The proportions of these materials and water should then be used throughout the production process. To ensure uniformity in the compressed stabilised earth blocks produced, the weight or volume of each material used in the block making process should be measured at the same physical state for subsequent batches of blocks. The volume of soil or stabiliser should ideally be measured in dry or slightly damp conditions. After establishing the exact proportion required of each material, it is advisable to build a measuring device for each material. The dimensions of each measuring box should be such that their content, when full, is equivalent to the proportion which should be mixed with other materials measured in other gauge boxes. Alternatively, a simple gauge box may be used for all materials. In this case, the amount of material for the production of a given batch of blocks may be measured by filling and emptying the gauge box a number of times for each separate material. For example, a batch of blocks may require ten gauge boxes of soil for one gauge box of stabiliser. Water may be measured in a small tank or container.It is advisable to mix enough materials to allow the block-making machine to operate for approximately one hour. Thus, the volume of the mixed material will depend on the hourly output of the block making equipment.
In order to produce good quality blocks, it is very important that mixing be as thorough as possible. Dry materials should be mixed first until they are a uniformcolour, then water is added and mixing continued until a homogeneous mix is obtained. Mixing can be performed by hand on a hard surface, with spades, hoes,
or shovels.
It is much better to add a little water at a time, sprinkled over the top of the mix from a watering can with a rose spray on the nozzle. The wet mix should be turned over many times with a spade or other suitable tool. A little more water may then be added, and the whole mixture turned over again. This process should be repeated until all the water has been mixed in.
When lime is used as a stabiliser, it is advisable to allow the mix to stand for a short while before moulding starts to allow better moistening of soil particles with water. However, if cement is used for stabilisation, it is advisable to use the mix as soon as possible because cement starts to hydrate immediately after it is wetted and delays will result in the production of poor quality blocks. For this reason the quantity of cement-sand mix should not exceed what is needed for one hour of operation. Even so, the blocks produced at the end of one hour may be considerably weaker than those produced immediately after the mixing. A concrete mixer, even if available, will not be useful for mixing the wet soil, since the latter will tend to stick on the sides of the rotating drum. If machinery is to be used for mixing, it should have paddles or blades that move separately from the container. However, field experience shows that hand-mixing methods are often more satisfactory, more efficient and cheaper than mechanical mixing, and are less likely to produce small balls of soil that are troublesome at the block moulding stage.
Compressed stabilized earth building blocks are usually larger in size than traditional burnt bricks. A typical block size is 290 x 140 x 90mm. Its production will need about 7.5 to 8.5kg of materials depending on the compaction pressure. The exact amount of stabiliser necessary must be established for any particular project. The fraction of lime or cement usually varies between 5% to 8% by weight. Similarly, the optimum water content (OMC) for any particular soil must be determined experimentally. The moisture level varies widely with the nature of the soil. An approximate estimate of about 15% by weight is often assumed.
Many aspects should be taken into consideration before launching an operation to produce compressed stabilised earth building blocks:
amount and type of stabiliser required,
soil properties and its suitability for stabilisation,
building standards and hence quality of blocks required,
load bearing requirements of construction i.e. single storey or more.
One of the purposes of this handbook is to make the reader aware of the problems associated with compressed earth blocks in the construction industry especially in developing countries where building standards have not yet been developed in the field of earth construction.
Generally, there is a wide variation of acceptable standards that vary according to local weather conditions. Blocks with wet compressive strengths in the range or 2.8MN/m2 or more should be adequate for one and two-story buildings. Blocks of this type would probably not require external surface protection against adverse weather conditions. For one-storey buildings, blocks with a compressive strength in the order of 2.0 MN/m2 will probably be strong enough, but where rainfall is high an external treatment is necessary. Since the wet strength of a compressed stabilised earth block wall may be less than two-thirds of its dry strength. It should be remembered that all compressive strength tests should be carried out on samples which have been soaked in water for a minimum of 24 hours after the necessary
curing period.
The final wet compressive strength of a compressed earth block depends not only on soil type, but also on the type and amount of stabiliser, the moulding pressure, and the curing conditions.
In 1998, standards for compressed earth blocks were ratified as African Regional Standards (ARS) under the auspices of the African Regional Organisation for Standardisation (ARSO) technical committee on building and civil engineering (ARSO/TC3) after having satisfied procedures for the approval of regional standards .
Various soil-testing methods are described in Chapter 2 which are used to determine the suitability of different soils for block making and the type of stabiliser required. For block production, the soil mix must be checked for each batch of blocks so as to attain the optimum moisture content (OMC).
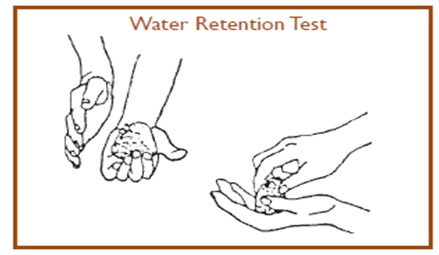
Two simple field tests can be carried out. These are explained below:
Take a handful from the soil mix for block production and squeeze it in the hand, the mix should ball together. When the hand is opened, the fingers should be reasonably dry and clean.
Drop the ball sample onto a hard surface from a height of about one metre. If the sample:- completely shatters, this shows that it is not sufficiently moist,- squashes into a flattened ball or disc on impact with the hard surface, this implies too high a moisture content,- breaks into four or five major lumps, this shows that the moisture contents or the soil mix is close to the optimum moisture content (OMC).
To manufacture blocks of uniform size and density, special precautions must be taken to fill the mould with the same amount of mix for each compaction by using
a small wooden box as a measuring device.
To facilitate development of the pressed blocks and to ensure good neat surfaces it is advisable to moisten the internal faces of the machine mould with a mould releasing agent (reject oil) which can be applied with either a rag, brush or spray
To achieve maximum strength, compressed stabilised earth blocks need a period of damp curing, where they are kept moist. This is a common requirement for all cementitious materials. What is important is that the moisture of the soil mix is retained within the body of the block for a few days. If the block is left exposed to hot dry weather conditions, the surface material will lose its moisture and the clay particles tend to shrink. This will cause surface cracks on the block faces. In practice, various methods are used to ensure proper curing. Such methods include the use of plastic bags, grass, leaves, etc. to prevent moisture from escaping.
After two or three days, depending, on the local temperatures, cement stabilised blocks complete their primary cure. They can then be removed from their protective cover and stacked in a pile, as shown in Figure 4.1. As the stack of blocks is built up, the top layer should always be wetted and covered, and the lower layer should be allowed to air-dry to achieve maximum strength. Alternatively, freshly moulded blocks can be laid out in a single layer, on a non-absorbent surface, and covered with a sheet to prevent loss of moisture. The required duration of curing varies from soil to soil and, more significantly, which type of stabiliser is used. With cement stabilisation, it is recommended to cure blocks for a minimum of three weeks. The curing period for lime stabilisation should be at least four weeks. Compressed stabilised earth blocks should be fully cured and dry before being used for construction.
Laboratory analysis of the raw material is always necessary for large-scale production of compressed stabilized earth blocks. For small-scale production, however, it is not essential to employ sophisticated tests to establish the suitability of a soil. Simple field tests can be performed to get an indication of the composition of the soil sample. Such tests are discussed briefly below
Smell the soil immediately after it has been sampled. If it smells musty it contains organic matter. This smell will become stronger if the soil is heated or wetted. Soil containing organic matter is not suitable for production of compressed stabilized earth blocks.
Care should be taken to ensure that it is safe to place any samples in the mouth. Nibble a pinch of soil, crushing it lightly between the teeth. If it grinds between the teeth with a disagreeable sensation, the soil is sandy. If it can be ground between the teeth, without a disagreeable sensation the soil is silty. If it has a smooth or floury texture and if when a small piece is applied to the tongue it sticks, the soil is clayey (Houben & Guillaud.
Remove the largest grains and crumble the soil by rubbing the sample between the fingers and the palm of the hand. If it feels rough and has no cohesion when moist the soil is sandy. If it feels slightly rough and is moderately cohesive when moistened the soil is silty. If, when dry, it contains lumps or concretions which resist crushing, and if it becomes plastic and sticky when moistened the soil is clayey .
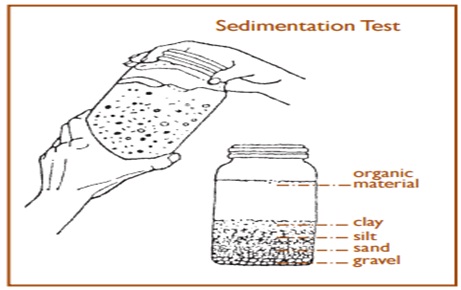
The tests mentioned previously make it possible to form a general idea of the texture of the soil and the relative particle sizes of the different fractions. To obtain a more precise idea of the nature of each soil fraction, a simplified sedimentation test can be carried out in the field. The apparatus required is straight forward: a transparent cylindrical glass bottle with a flat bottom and a capacity of at least one litre, with a neck wide enough to get a hand in and a lid to allow for shaking.
Fill the bottle to one-third with clean water. Add approximately the same volume of dry soil passed through a 6mm sieve and add a teaspoonful of common salt.
Firmly close the lid of the bottle and shake until the soil and water are well mixed. Allow the bottle to stand on a flat surface for about half an hour. Shake the bottle again for two minutes and stand on level surface for a further 45 minutes until the water starts to clear. The finer particles fall more slowly and as result will be deposited on top of the larger size particles. Two or three layers will emerge, with the lowest layer containing fine gravel, the central layer containing the sand fraction and the top layer containing silt and clay. The relative proportions, and hence percentages, of each fraction can be determined by measuring the depth of each layer.
Compact a ball of moist soil so that it does not stick to the fingers and insert a spatula or knife. If the spatula penetrates it with difficulty, and soil sticks to it upon withdrawal the soil is extremely clayey. If the spatula can be pushed into it without great difficulty but a bit of soil remains on the knife upon withdrawal the soil is moderately clayey. If the spatula can be pushed into the mass without encountering any resistance at all, even if the spatula is dirty upon withdrawal the soil contains only a little clay
Rub the hands with some slightly moistened soil. If the hands are easy to rinse clean this implies that the soil is sandy. If the soil appears to be powdery and the hands can be rinsed clean fairly easily the soil is silty . If the soil has a soapy feel and the hands cannot be rinsed easily the soil is clayey.
The linear shrink test, or Alcock's test, is performed using a wooden box, 60cm long, 4cm wide and 4cm deep. Grease the inside surfaces of the box before filling it with moist soil with an optimum moisture content (OMC). Ensure that the soil is pressed into all corners of the box using a small wooden spatula that can also be used to smooth the surface. Expose the filled box to the sun for a period of three days or in the shade for seven days. After this period measure the length of the hardened and dried soil as compared to the length of the box and calculate the shrinkage length of the soil
- Form a ball of fine soil, 2 or 3cm in diameter,
- Moisten the ball so that it sticks together but does not stick to the fingers,
- Slightly flatten the ball and hold it in the palm of the extended hand,
- Vigorously tap the ball with the other hand so that the water is brought to the surface. The ball will appear smooth, shiny or greasy,
- Press the ball flat between thumb and index finger,
- Observe the number of taps required for a reaction as well as the consisteny of the soil.
- If a rapid reaction is achieved (5-10 taps) and the flattened ball crumbles, the soil is very fine or a coarse silt,
- If a slow reaction is achieved (20-30 taps) and the flattened ball does not crumble but flattens, the soil is slightly plastic silt or silty clay,
- If a very slow reaction is achieved (over 30 taps) and the flattened ball does not change appearance on pressing, the soil has a high clay content.
Ideally, the production is made on the site itself or in thenearby area. Thus, it will save the transportation, fuel, time and money.
Well-designed CSEB houses can withstand, with a minimum of maintenance, heavy rains, snowfall or frost without being damaged. The strength and durability has
been proven since half a century. But let’s imagine a building fallen down and that a jungle grows on it: the bio-chemicals contained in the humus of the topsoil will destroy the soil cement mix in 10 or 20 years… And CSEB will come back to our Mother Earth!
Firewood is not needed to produce CSEB. It will save the forests, which are being depleted quickly in the world, due to short view developments and the mismanagement of resources.
Each quarry should be planned for various utilisations: water harvesting pond, wastewater treatment, reservoirs, landscaping, etc. It is crucial to be aware of this point: very profitable if well managed … disastrous if unplanned!
Being produced locally it is easily adapted to the various needs: technical, social, cultural habits.
It is a simple technology requiring semi skills, easy to get. Simple villagers will be able to learn how to do it in few weeks. Efficient training centre will transfer the technology in a week time.
CSEB allow unskilled and unemployed people to learn a skill, get a job and rise in the social values.
According to the local context (materials, labour, equipment, etc.) the final price will vary, but in most of the cases it will be cheaper than fired bricks.
Produced locally by semi skilled people, no need import from far away expensive materials or transport over long distances heavy and costly building materials.
Equipment for CSEB is available from manual to motorized tools ranging from village to semi industry scale. The selection of the equipment is crucial, but once
Requiring only a little stabilizer the energy consumption in a m3 can be from 5 to 15 times less than a m³ of fired bricks. The pollution emission will also be 2.4 to 7.8 times less than fired bricks.
Produced locally, with a natural resource and semi skilled labour, almost without transport, it will be definitely cost effective! More or less according to each context and to ones knowledge! done properly, it will be easy to use the most adapted
equipment for each case.
Demonstrated, since long, CSEB can adapt itself to various needs: from poor income to well off people or governments. Its quality, regularity and style allow a wide range of final house products. To facilitate this acceptation, banish from your language “stabilized mud blocks”, for speaking of CSEB as the latter reports R & D done for half a century when mud blocks referred, in the mind of most people, as poor building material.
Proper soil identification is required or lack of soil.
Unawareness of the need to manage resources.
Ignorance of the basics for production & use.
Wide spans, high & long building are difficult to do.
Low technical performances compared to concrete.
Untrained teams producing bad quality products.
Over-stabilization through fear or ignorance, implying outrageous costs.
Under-stabilization resulting in low quality products.
Bad quality or un-adapted production equipment.
Low social acceptance due to counter examples (By unskilled people, or bad soil & equipment).
We can conclude that firstly, identification tests are important because they allow defining characteristics of the earth, in order to situate them in relation to the suitability criteria, and therefore orient about choice of the stabilizer.
The behaviour of the blocks differs depending on the treatment and dosage incorporated. The compressive strengths in dry and wet conditions increase with the dosage of binder. Mixing cement + lime yielded the best resistance. Cement stabilized blocks are less resistant to wet.
The different formulations have determined the best treatment. It is the mixture of cement + lime which has proved the best suitable treatment, and this, from the point of view of strength and of durability.
Better compaction could generally improved behaviour blocks moisture because as previously mentioned, the press used was manual and required a lot of effort to compact the blocks at their maximum density.
We finally conclude that by using available lands in the environment, which have not necessarily ideal properties for the construction, there may be an appropriate treatment that achieves fairly satisfactory results, provided it complies with the good rules of implementation and take into account the cost of stabilizing products.
1. "Critical Sustainability Pillars for service delivery in the Water Sector" (PDF). Department of Water Affairs and Forestry, South Africa. February 2008. p. 6. Retrieved 2014-04-14.
2. Jump up^ "SOUTH AFRICA: Poverty reduction winners". IRIN. 11 January 2002. Retrieved 2014-04-14.
3. Jump up^ "Housing and Jobs for a Better Future". World Bank. 2002. Retrieved 2014-04-14.
4. Jump up^ "Effect Of Varying Cement Proportions On Properties Of Compressed Stabilized Earth Blocks (CSEB) - A Sustainable Low-Cost Housing Material". DOI: 10.13140/2.1.4966.4963 Conference: International Conference on Sustainable Civil Infrastructure, ASCE India Section 17–18 October 2014, At Hyderabad, India, Volume: pg 1000-1010. Retrieved 2014-11-11.
| Are you interested in this topic.Then visit the below page to get the full report |
