


Updated on May 29, 2026
Now-a-days there are so many technologies involved in the recent development of concrete. Of these, Cellular Lightweight Concrete (CLC) is one of the recent emerging technology in making concrete. By using this type of concrete, we have found so many advantages when compared to the normal conventional concrete. This paper mainly focused on making cellular light weight concrete based on flyash. Fly ash is considered as one of the waste industrial product that cannot be easily disposed. It solves the problem of disposal of flyash and at the same time it reduces the cost of the construction. Therefore, flyash based CLC is considered as environment friendly sustainable material produced with least energy demand. This paper also focused on the innovative idea of using glass as a partial replacement of cement in fly ash based cellular light weight concrete.
The density is considerably reduced by using fly ash based cellular lightweight concrete than normal concrete and at the same time, the strength is not affected by appropriate design mix. When we use this type of concrete we achieve large volume by less amount of concrete. The manufacturing process of this type of concrete does not involve any high cost techniques. Manufacturing process of CLC is similar to normal concrete and in this additionally foam generating machine is used. We are committed to expanding and sharing the knowledge, experience and techniques of cellular light weight concrete, and to promoting its ever wider use.
• It is a version of lightweight concrete that is produced like normal concrete under ambient conditions. It is produced by initially making a slurry of Cement +Sand + Fly Ash (constituting 26% - 34 % content) + water,
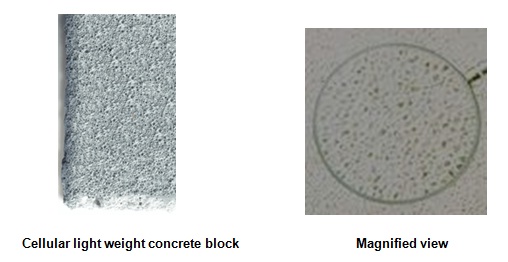
• A cellular concrete is a lightweight product consisting of Portland cement, cement-silica, cement-pozzolan, lime-pozzolan, lime-silica pastes or pastes containing blends of these gradients and having homogeneous void or cell structure, attained with gas-forming chemicals of foaming agents.
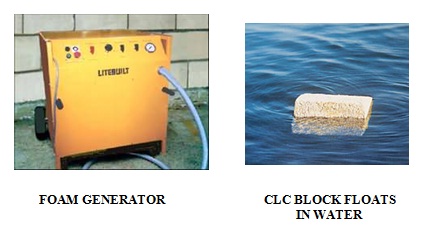
• In cellular lightweight concrete, the density can be controlled by the introduction of gas or foam by foam generator.
• CLC is an air-cured lightweight concrete with fly ash as a major ingredient that can be produced at large project sites just like traditional concrete, utilising equipment and moulds normally used for traditional concreting.
• It is especially suitable in India for low-rise load bearing constructions and for partitioning work in multistorey blocks.
• Fly Ash as a new additional constituent in its manufacture. Fly ash can constitutes more than 25% (ranging between 26% to 33%) of the solid material constituents of CLC mixes for different density outputs.
• Fly-ash- a nuisance waste product from thermal power plants - as an over 25 % constituent material. This CLC can be produced in a density range of 400 kg/m3 to 1,800 kg/m3, with high insulation value and a 28-day cube crushing strength of up-to 275 kg/cm2.
• It is not only found a productive use of a waste industrial product, but incorporation of fly ash also saves nearly 40% on cement content, otherwise needed for the corresponding Cement and Sand only mixes, thereby also leading to substantial reduction in the cost of manufacture.
• Normally the density of the cellular light weight concrete ranges from 400 kg/m3 to 1,800 kg/m3
• Cellular Light Weight Concrete based housing is fire proof, termite proof, thermally insulated, sound proof, environment friendly.
This Cellular Lightweight Concrete (CLC) can be produced in a wide range of densities from 400 kg/m3 to 1,800 kg/m3 to suit different applications: -
• The lower densities of 400 –600 kg/m3 are ideal for thermal insulation applications. CLC’s fire, termite, water-proof-ness, termite-resistance, very low water absorption and environment friendliness. This range is also used in laying sound insulating layer over structural slabs of intermediate floors in high-class hotels and institution buildings to minimise transmission of noise between lower and upper floors. It can also be used as a filling in depressions in bathrooms or other floors due to up-stand beams etc. It make a far superior alternative to the commonly used Thermocole, glasswool, woodwool etc.
• The medium density range 800-1000 kg/m3 is utilized for making pre- cast blocks for non-load-bearing walling masonry in framed structures. The size of blocks for the party/external walls may be 500x250x200 mm and the internal partition blocks may be 500x250x100 mm nominal size, although any desired size as per requirements, may be produced.
• The high density range from 1200kg/m3 (Crushing strength 65 kg/cm2) to 1800 kg/m3 (Crushing strength 250 kg/cm2) is structural grade material utilized for:-
(a) In-situ casting of structural (load-bearing) walls and roofs of low rise individual or group housing schemes.
(b) Manufacture of reinforced structural cladding or partitioning panels.
(c) Making pre-cast blocks (500x250x200/100 mm) for load- bearing walling masonry for low rise buildings.
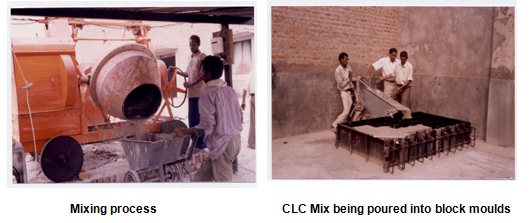
The manufacturing process of cellular light weight concrete involves the following steps:

(a) providing a mixture of slurry of Cement, Sand, Fly Ash and water.
(b) pouring the mixture into a form or mold of the intended concrete product
(c) curing the poured mixture;
(d) demolding the concrete product; and
(e) utilizing the concrete product.
The typical mix for a 1.000 kg/m³ density CLC to be used in blocks is as follows (to produce 1 m3):
Wet density = 1.179 kg/m3
Total volume (submerged in water) 1.000 liters (= 1 m³)
Content of air in concrete approx. = 43%
Content of Fly-Ash = 33%
• In this process, first the wet mix slurry consists of fly ash, cement, sand and water is either poured or pumped into assembled moulds of blocks or formwork of reinforced structural elements or poured onto flat roofs for thermal insulation or for filling of voids.
• The second way is to introduce gas or foam to the concrete mix to produce cellular lightweight concrete.
• The foam produced using Foam Generator is stable for a time duration far beyond the final setting time of Cement, thereby creating permanent voids in the finally hardened mass thus imparting lightness.
• The entrapped air bubbles are very fine in size and segregated from each other, because of which the water absorption of the material is less.
• The foam imparts free flowing characteristics to this slurry due to ball bearing effect of foam bubbles, enabling it to easily flow into all corners. It levels and compacts in the moulds/forms by itself, without requiring any kind of external vibration or compaction
• It is a method of manufacturing cellular lightweight concrete using ground glass as a partial replacement for Portland cement in the mixtures.
• This method also incorporates a method of making cellular lightweight concrete including mixing these materials in a mixer to form a thick, viscous slurry which will be foamed and cured at room or elevated temperatures.
• The mixture of CLC using ground glass comprises cement, ground glass, cement substitute, lime, fiber, foaming agent and water.
• The ground glass may include ground mixed waste glass, flat glass, window glass and mixtures thereof.
• The impurities in mixed waste glass, such as metals, plastics, paper, and wood should be separated. Waste glass should be ground to a particle size passing through a number 30 sieve.
• Lime may include hydrated lime, quicklime or lime kiln dust. The lime kiln dust should contain free CaO not less than 50%. The lime concentration in the form of CaO should be up to 15% by weight of the mixture.
• Cement substitutes can be divided into two categories:
(i) reactive materials
(ii) non-reactive materials
(i) Reactive materials have cementitious or pozzolanic properties and can also be supplementary cementing materials including ground blast furnace slag, coal fly ash, natural pozzolans, ground steel slag and silica fume.
(ii) Non-reactive materials do not have any cementitious or pozzolanic properties and usually act as inert fillers in hardened cement pastes or concrete. Typical examples include: silica flour, crushed stone dust, saw dust and/or pulverized ceramics.
• able to produce very stable cellular lightweight concrete mixtures during the foaming or aeration process.
• able to produce light color cellular lightweight concrete mixtures that can be easily tinted by adding proper pigments.
• able to provide applications which can use inexpensive recycled materials.
• CLC being the typical concrete, it keeps gaining strength with time, so long as some moisture is available in the surroundings. It is therefore as weatherproof, termite resistant, fireproof and durable as any other concrete.
• Cellular Lightweight Concrete is an environment friendly sustainable material produced with least energy demand.
• Moreover CLC consumes a waste industrial product - Fly Ash - as one of its basic constituent materials thereby helping to reduce environmental pollution.
• It substitutes use of burnt clay bricks, which are wasting precious agricultural soil and need energy for baking and kiln smoke vitiate the atmosphere.
• Thinner walls in the case of CLC result in higher Carpet/Plinth area ratio (106% to 107%) in comparison to brick alternative.
• CLC produced at project site saves energy expended in baking bricks, as also energy spent in transporting bricks/ dense concrete blocks to site of work. CLC blocks being lighter than bricks or Dense Concrete blocks save on labour deployed for on-site handling, masoning, cutting and filling chases etc.
• The capital investment in production of CLC is far far less (in fact less than 0.05%) than the investment needed for producing Aerated Autoclaved Concrete. Only one low investment Foam Generator needs to be added to Concrete making establishment.
• Being integrally cast as a lightweight reinforced shell, these cellular light weight concrete structures are highly resistant to earthquake shocks or storms in coastal areas.
• Cellular light weight concrete, even in the structural grade densities, is nearly three times thermally more efficient than brick or mud walls. Therefore even thinner walls of CLC are better thermal comfort than single bricks/ dense concrete block walls.
• Being industrialized system the speed of construction is very fast and the work can be executed mostly with the help of unskilled labour.
• Production of CLC is cheaper than normal concrete since fly ash, available free constitutes over 25% of its raw material contents.
• Better strength to weight ratio .
• Reduction of dead load resulting in saving of steel & cement and reduction in foundation size.
• Better Acoustics and thermal insulation (Air conditioning requirement is considerably reduced).
• Saving in consumption of mortar and Higher Fire Rating.
• Resistance to fungus, vermin and rot .
The 28 day compressive strength of cellular light weight concrete varies from 18 Mpa to 20 Mpa depending upon the density of the mix.
The flexural strength of is, in general, between 1/5 and 1/3 of the compressive strength .
CLC can be produced in a density range of 400 kg/m3 to 1,800 kg/m3, with high insulation value and a 28-day cube crushing strength of up-to 275 kg/cm2.

The wide range in densities and consequently their different thermal and structural properties, make CLC equally suitable for use: -
As reinforced load-bearing in-situ walls and roofs in Low Rise Buildings.
Even block-work (made from pre-cast blocks produced at the project site or obtained from a pre-casting plant) can also be used for load-bearing low rise constructions.
Non load-bearing internal or external walls in High Rise Buildings.
Thermal Insulation of building roofs and walls & roofs of cold storage.
Filling of depressions in Toilets, floors etc.
The deliberations above conclusively establish, that air cured fly-ash based Cellular light-weight concrete to be a far superior alternative to factory made aerated concrete or manmade light-weight aggregate blocks. This CLC is even a better alternative to ordinary clay bricks for walling masonry. The long term stability at low temperatures and potential corrosive effects on cellular light weight concrete must be completely understood. The influence of admixtures and aggregates on strength of CLC is of particular interest and is currently being investigated. Moreover, CLC has other diverse applications and properties, some of which cannot be offered by the conventional alternatives Above all, it is an environment friendly and energy efficient material, which is the need of the day. It is therefore, no surprise that more and more builders are progressively opting for this material in their constructions
1. Cellular Lightweight Concrete (Rotating Tower)-Dr. Arch. David Fisher
2. Www.Google.com
3. Www.Youtube.com
| Are you interested in this topic.Then visit the below page to get the full report |
