


Updated on May 29, 2026
Miniaturization is the order of the day. Until recently a decade ago traditionally watch parts were considered to be the micro components one can think off. Recent changes in society’s demand have forced us to manufacture variety of micro components used in different fields starting from entertainment electronics to be bio medical implants.
Present day manufacturing processes used for miniaturization are the micro electronic fabrication techniques used for Micro Electro Mechanical Systems (MEMS). The limitation of all these processes is that they are applicable for producing 2D patterns and thickness of parts is very low; say a few microns and they are employed on materials such as Silicon and crystalline materials and not metals. Miniaturized parts may have overall sizes of a few millimeters but may have many features that fall in micron range.
Also we need many such miniaturized parts may be with 3D profiles, that too made of metals in many fields like aerospace to bio-medical applications. A new candidate requiring micro products is the filed of biotechnology. In the medical field, diagnosis and surgery without pain are achieved through miniaturization of medical tools. Micromachining is one of the key technologies that can enable the realization of all of the above requirements for microproducts and fields with such requirements are rapidly expanding. If complementary machining processes are developed to overcome the above shortcomings, metallic miniature devices will be economically feasible reality.
The machining processes for micro/meso manufacturing can be derived from traditional machining processes such as turning milling, drilling, grinding, EDM, laser machining, etc., by judicious modification of these machines. Unit metal removal and improving equipment precision are the key factors for adapting the traditional machining processes to micro machining. When these two guidelines are set, the approach is almost correctly directed toward micromachining.
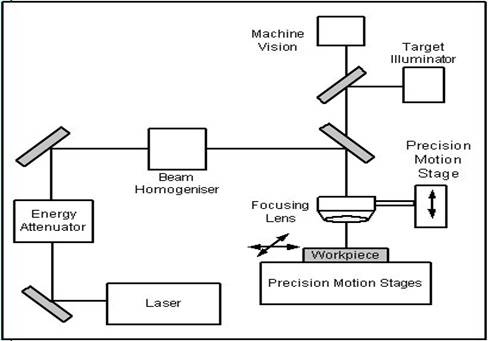
Unlike the CO2 or Nd: YAG lasers, Examier and Femto Second lasers, on the contrary, offer high-precision machining without the formation of a re-solidified layer and a heart –affected zone. There are two types of methods that are based on material removal by ablation. One uses a power source that emits a beam with very high quantum energy. If the energy exceeds the binding energy among atoms of the workpiece each molecule can be decomposed directly into atoms and removed from the workpiece.
The other method uses an energy beam of which incident power density on the workpiece is extremely high such a high power enables the removal of the workpiece by vaporization, skipping the phase of melting in some cases, molecules are also decomposed in both types, microshapes can be generated by projecting mask patterns, whose size is reduced by using optics. Excimer laser and femto second lasers (hereafter referred to as FS lasers) are respectively typical examples of power sources for the above two types.
The Excimer laser is an ultraviolet laser which can be used to micromachine a number of materials without heating them, unlike many other lasers which remove materials without heating them, unlike many other lasers which remove materials without heating them, unlike many other lasers which remove material by burning or vaporising it.
Higher accuracy can e achieved when a shorter wavelength, for example, 193nm of an ArF laser is applied. Since the applied photon energy is similar to the energy level of molecular bonds in plastics, the ideal targets for excimer laser machining are plastics, and similar materials and not metals. When a very high power is applied, the removal phenomenon involves a combination of heating and photon attack. FS lasers have short (femto second) pulse duration and high (tera watt) power and overcomes the above limitation.
The remarkable feature of these methods is that little heat affected layer remains on the machined surface. This leads to the possibility of machining microshapes with high dimensional accuracy and less defects in the surface layer. The main drawbacks are low efficiency in material removal and consequently, low machining speed another drawback is the high cost of equipment due to their short history.
Among the conventional machine processes based on material removal from a workpiece, the most popular case those in which the useless part of the workpiece is removed by mechanical force through plastic or brittle breakage. In the process of this type, the first requirement of micromachining ,small Ur. Is satisfied when a high stress that causes breakage of material is applied to a very small areaor volume of the workpiece. Although cutting is the most conventional machining process, the availability of ultra precision cutting machines with highest level of positioning accuracy, has enabled us to apply this process in micromachining. Turning, milling and griding are examples of processes of this type. For realising this a tool that was its edge sharpe
Micromilling & Microdrilling is capable of the fabricating holes several tens of micrometers in size for practical applications other types of products such as grooves, cavities and 3D convex shapes may be fabricated when a micro end mill is used instead of a micromill. In such cases, the machining force exerts a larger influence on accuracy because the main direction of the force is perpendicular to the tool axis.
Microgrinding can be applied to the fabrication of micropins and microgrooves, where a grinding wheel with large diameter can be used for such application. The only requirement is to reduce the thickness of the grinding wheel to the required resolution of the product, for example, the width of the grove. The thickness of tens of micrometer order is available so far and correspondingly narrow grooves are reasonable targets of this method. Submicron –order grains of diamond, tungsten carbide or CBN are desirable for realizing good product geometry.
The UR of grinding is small because cutting is realized by means of micrograins. However, in the field of micromaching, it is not always a superior method. One of the technological problems is the fact that the tool must be made up of an abrasive and a matrix .when the tool size is very small, the grain size cannot be ignored; this leads to certain difficulties in forming the precise shape of the grinding wheel.
1. T Masuzawa, “state of the Art of Micromching –“Key note paper CIRP Annals, vol.49/2/2003, P.473-488
2. R Subramonium, SMK lyer, “Micro/ Meso –Mechanical Manufacturing “, National Conference on Advances in Aerospace Manufacturing, Feb. 2002,pp.103-6
3. S Ahmed, “Sillicon MEMS Sensor Development”, National Conference on Advances in Aerospace Manufacturing , Feb. 2002
4. Dr.K Narayanaswamy – “Microfabrication Technology”-Proceedings of IPROM 94 –Banglore
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
