


Updated on May 29, 2026
A cryogenic hardening is the process of treating work pieces to cryogenictemperatures(below −150°C, −238°F or 123K) to removeresidual stresses and improvewear resistance on steels by transforming all the austenite into martensite. In the past toolmakers would bury components in snow banks for weeks or even months to improve wear resistance.
Castings were always left outside in the cold for months or years to age and stabilize. Swiss watchmakers noticedthat extreme cold changed the properties oftheir metal clock parts for the better. Theywould store them in cold caves and let themfreeze during the winter.Because of the secret use of cold treating metals and the resulting increase in watch quality lifted the Swiss watch making to mystic levels.
1930s German records tell of aircraft engine manufacturers testing cryogenics on their products with some success. During World War II American bomber manufacturers used this method of cold tempering to stress relieve aluminum superstructures. This allowed the airplanes to be made from thinner materials of lesser weight. This allowed airplanes to carry heavier ammunition and bomb loads. Increasing the bomb load dramatically increased the effectiveness of the airplanes.
Today cryogenic tempering is used to some degree in many industries. Its positive effects are not just limited to metals. They include nylons and other plastics, lighting, high voltage/amperage electrical systems, soldered connections, computer memory, circuit boards and components, well drilling, machining processes, casting and forging, ceramics, farming, transportation fleets, construction, excavation, etc
1. Lowering the temperature of the object (RAMP DOWN).
2. Holding the temperature low(SOAK).
3. Bringing the temperature back up to room temperature (RAMP UP).
4. Elevating the temperature to above ambient (TEMPER RAMP UP).
5. Holding the elevated temperature for a specific time(TEMPER HOLD).
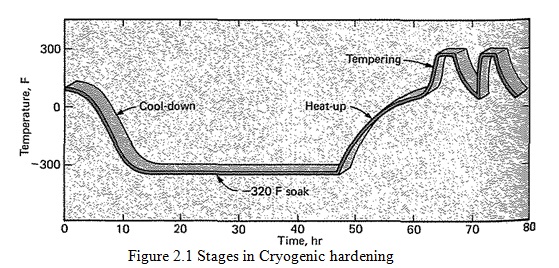
A typical cryogenic cycle will bring the temperature of the part down to -300°F over a period of six to ten hours. This avoids thermally shocking the part. There is ample reason for the slow ramp down. Assume if an object is dropped in a vat of liquid nitrogen. The outside of the object wants to become the same temperature as the liquid nitrogen, which is near -323°F. The inside wants to remain at room temperature.
This sets up a temperature gradient that is very steep in the first moments of the parts exposure to the liquid nitrogen. The area that is cold wants to contract to the size it would be if it were as cold as the liquid nitrogen. The inside wants to stay the same size it was when it was room temperature. This can set up enormous stresses in the surface of the part, which can lead to cracking at the surface. Some metals can take the sudden temperature change, but most tooling steels and steels used for critical parts cannot.
A typical soak segment will hold the temperature at -320 ° F for some period of time, typically eight to forty hours. During the soak segment of the process the temperature is maintained at the low temperature. Although things are changing within the crystal structure of the metal at this temperature, these changes are relatively slow and need time to occur.
One of the changes is the precipitation of fine carbides. In theory a perfect crystal lattice structure is in a lowest energy state. If atoms are too near other atoms or too far from other atoms, or if there are vacancies in the structure or dislocations, the total energy in the structure is higher. By keeping the part at a low temperature for a long period of time, we believe we are getting some of the energy out of the lattice and making a more perfect andtherefore stronger crystal structure
A typical ramp up segment brings the temperature back up to room temperature. This can typically take eight to twenty hours. The ramp up cycle is very important to the process. Ramping up too fast can cause problems with the part being treated. Think in terms of dropping an ice cube into a glass of warm water. The ice cube will crack. The same can happen.
A typical temper segment ramps the temperature up to a predetermined level over a period of time. Tempering is important with ferrous metals. The cryogenic temperature will convert almost all retained austenite in a part to martensite. This martensite will be primary martensite, which will be brittle. It must be tempered back to reduce this brittleness.
This is done by using the same type of tempering process as is used in a quench and temper cycle in heat treat. We ramp up in temperature to assure the temperature gradients within the part are kept low. Typically, tempering temperatures are from 300 ° F on up to 1100 ° F, depending on the metal and the hardness of the metal.
The temper hold segment assures the entire part has had the benefit of the tempering temperatures. A typical temper hold time is about 3 hours. This time depends on the thickness and mass of the part. There may be more than one temper sequence for a given part or metal. We have found that certain metals perform better if tempered several times.
Cryogenic hardening of high alloysteels, such as tool steel, results in the formation of very small carbide particlesdispersed in the martensite structure between the larger carbide particles present inthe steel. The small & hard carbide particleswithin the martensitic matrix help support the matrix and resist penetration byforeign particles in abrasion wear.
The large improvements in tool life usually are attributed to thisdispersion of carbides in conjunction with retained austenite transformation. . Thiscryogenic processing step causes irreversible changes in the microstructure of thematerials, which significantly improve the performance of the materials
Cryogenic hardening of alloy steels causes transformation of retained austenite tomartensite. Eta carbide precipitates in thematrix of freshly formed martensite during the tempering process. This Eta carbideformation favors more stable, harder, wear-resistant and tougher material. Thisstrengthens the material without appreciably changing the hardness.
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
