


Published on Nov 30, 2023
Autoclaved aerated concrete (AAC),also known as autoclaved cellular concrete (AAC), autoclaved lightweight concrete (ALC), autoclaved concrete, cellular concrete, porous concrete, is a lightweight, precast, Foam concrete building material invented in the mid-1920s that simultaneously provides structure, insulation, and fire- and mould-resistance. AAC products include blocks, wall panels, floor and roof panels and lintels. AAC was perfected in the mid-1920s by the Swedish architect and inventor Dr. Johan Axel Eriksson, working with Professor Henrik Kreuger at the Royal Institute of Technology. It went into production in Sweden in 1929 in a factory in Hallabrottet and quickly became very popular. AAC is a highly thermally insulating concrete-based material used for both internal and external construction. Besides AAC's insulating capability, one of its advantages in construction is its quick and easy installation, because the material can be routed or cut to size on site using standard carbon steel power tools. AAC is well suited for urban areas with high rise buildings and those with high temperature variations. Due to its lower density, high rise buildings constructed using AAC require less steel and concrete for structural members.
The requirement of mortar for laying of AAC blocks is reduced due to the lower number of joints. Similarly, the material required for rendering is also lower due to the dimensional accuracy of AAC. The increased thermal efficiency of AAC makes it suitable for use in areas with extreme temperatures, as it eliminates the need for separate materials for construction and insulation, leading to faster construction and cost savings.
Keywords : BAutoclaved aerated concrete, autoclaved lightweight concrete, cellular concrete
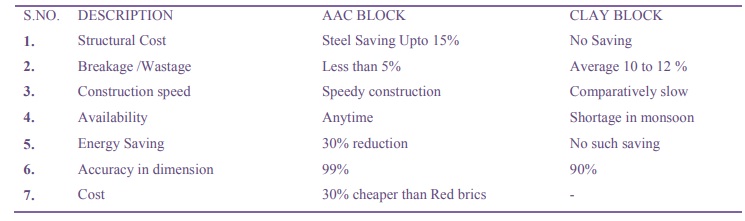
1. To construct economical buildings (cost comparision) by replacing clay bricks by AAC blocks.
2. To make productive use of recycled industrial waste (fly ash).
3. To cast standard ACC blocks in the laboratory and conduct various tests to check the strength and capacity of blocks.
4. To conduct experimentation on modified AAC blocks by adding materials such as paddy husk, quarry dust, M-sand and super plastisizer to increase the efficiency of AAC blocks.
Materials required:
1. Portland cement
2. Lime
3. Aluminum powder
4. Sand
5. Fly ash
6. M-sand
7. Super plastizer.
8. Casting molds and equipment.
AAC blocks are made from portland cement, silica rich material like fly ash or sand, lime, water and aluminum powder as an air entraining agent. The materials are first mixed into slurry and then poured into large molds where the air entraining agent reacts with the alkalis in the cement and lime to produce millions of small hydrogen gas bubbles. The mix expands and rises considerably more than its initial volume under suitable conditions. The hydrogen evaporates and the 'cake' sets up and hardens into a stable closed cell matrix which can then be precisely wire-cut into blocks or panels. The green aerated concrete is then steam cured in a pressurized autoclave for about 12-14 hours where upon it undergoes a second chemical reaction and transforms into the mineral Tobermorite or calcium silicate. After casting and required curing various tests are performed on the blocks and the result is noted. Apart from casting and testing of blocks, comparative studies of estimation of cost of construction is also carried out successfully results are discussed on the basis of quality of the blocks and their economic feasibility.

AAC blocks manufacturing process starts with raw material preparation. List of raw materials and relevant details are mentioned below
Cement- 53-grade Ordinary Portland Cement (OPC) from r manufacturer is required for manufacturing AAC blocks. Cement supplied by plants is not recommended due to variations in quality over different batches of cement.
Fly ash or sand – Fly ash is mixed with water to form fly ash slurry. Slurry thus formed is mixed with other ingredients like lime powder, cement, gypsum and aluminium powder in proportionate quatity to form blocks.
Limestone powder- Lime powder required for AAC production is acquired by crushing limestone to fine powder at AAC factory or by directly purchasing it in powder form from a various plants.
Gypsum- Gypsum is readily available in the market.
After raw material preparation, next step of AAC blocks manufacturing process is dosing and mixing. Process of dosing and mixing means the quality of final products. Maintaining ratio of all ingredients as -
FLY ASH OR SAND : LIME:CEMENT: GYPSUM = 69:20:8:3
Aluminium is about 0.08% of total dry materials in the mix
Water ratio = 0.60-0.65 The cycle of mixing and pouring is 5.5 minutes.
A dosing and mixing unit is used to form the correct mix to produceAAC blocks. Fly ash is pumped into a container. Once the desired weight is poured in, pumping is stopped. Similarly lime powder, cement and gypsum are poured into individual containers using conveyors. Once required amount of each ingredient is filled into their individual containers control system releases all ingredients into mixing drum.. A smaller bowl type structure used for feeding Aluminium powder is also attached as a part of mixing unit. Once the mixture has been churned for set time, it is ready to be poured into molds using dosing unit. Dosing unit releases this mixture as per set quantities into molds. Dosing and mixing process is carried out continuously because if there is agap between charging and discharging of ingredients, residual mixture might start hardening and choke up the entire unit.For AAC blocks manufacturing, entire dosing and mixing operation is completely automated and requires minimum human intervention.
Once mix of raw materials is ready, it poured is in molds. Molds can be of various sizes depending upon installed capacity like 4.2m x 1.2m x 0.65m in size.Before casting, molds are coated with a thin layer of oil in order to ensure that green-cake does not stick to molds. While slurry is mixed and poured into greased molds, Aluminum reacts with Calcium Hydroxide and water and releases hydrogen gas. This leads to formation of tiny cells causing slurry mix to expand. Such expansion may be thrice its original volume. Bubble size is about 2- 5mm.Thus, this is the reason behind light weight and insulating properties of AAC block. When rising process is over, green-cake is allowed to settle & cure .
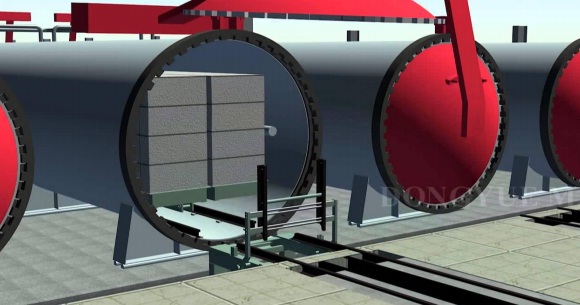
Usually rising and pre-curing process takes around 60-240 minutes. Rising is dependent on raw material mix and weather conditions. Due to this, pre-curing is also referred as ‘heating room pre-curing’. At end of precuring process, green-cake is hard enough to be wire cut as per requirements .Autoclave Aerated concrete is cured in an autoclave – a large pressure vessel. Autoclave is normally a steel tube of 3m diameter and 45 meters long. Steam is fed into the autoclaved at high pressure, typically reaching a pressure of 800kPa to 1200 KPa and a temperature of 180°C ,refer figure 9After that blocks are taken for the DE-molding and cutting process.
Once green cake has achieved cutting strength, it is ready to be demoulded and cut as per requirements.Once a mold is out of pre-curing room, it is lifted by a crane for demoulding operation. While all previous processes like raw material preparation, dosing & mixing and casting are pretty much same across all technologies, demoulding and cutting process vary vastly depending on technology provider. Differences in demoulding and cutting process are also evident from different types of molds required by different technology provider.Primarily cutting process may be classified as flat-cake and tilt-cake based on how green cake is demoulded and sent to cutting line, refer figure 10

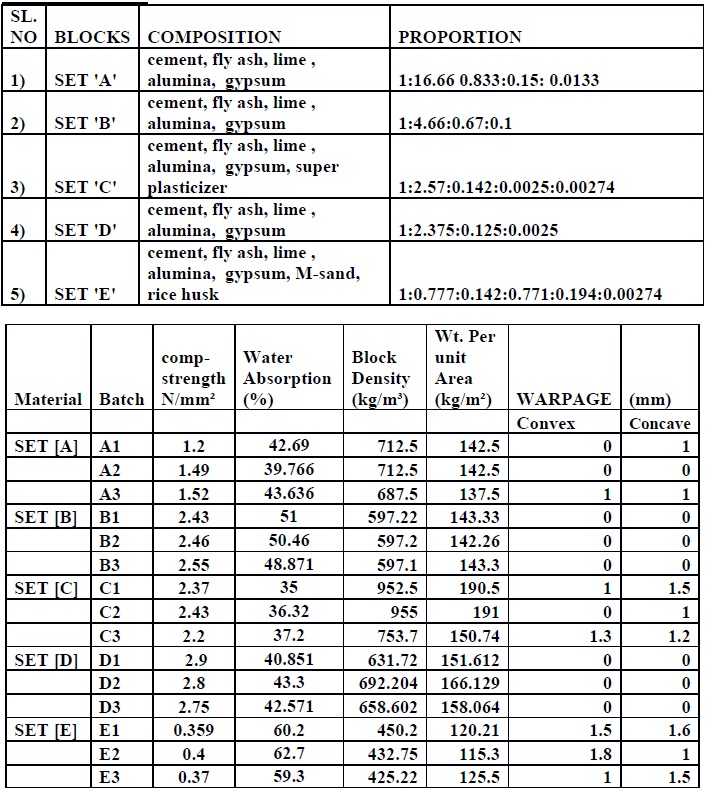
Considering various parameters like quality of blocks, cost of manufacturing and scope for further improvement, SET[C] blocks are the most efficient ones.
1. Ratio of the contents can be varied and tested to further reduce the weight and cost of the AAC blocks.
2. Introduction of reinforcement can be done in AAC blocks to increase its strength.
3. Implementation of AAC in pre-casted beams and other components of the structure.
4. To improve the quality of the blocks by reducing the percentage of the water absorption .
The light weight property of the AAC blocks results into higher steadiness of the AAC blocks in the structure of the buildings. As the impact of the earthquake is directly proportional to the weight of the building, the building constructed using AAC blocks are more reliable and safer.AAC blocks are highly superior in terms of the strength.
Higher level of strength of these blocks gives higher stability to the structure of the building. AAC is manufactured from non-biodegradable materials, which neither rot nor attract mould, keeping interiors clean and durable.
AAC block weighs almost around 80% less as compared to the conventional red brick ultimately resulting into great reduction of deadweight. Further, the reduced deadweight results into reduction of the use of cement and steel which helps great in cost savings.
AAC Blocks have an attractive appearance and is readily adaptable to any style of architecture. Almost any design can be achieved with AAC.
[1] IS 2185,PART 3 1984,specification for concrete masonery units, Autoclaved cellular(aerated) Concrete blocks.
[2] P.S.Bhandari, Dr. K.M.Tajne, Cellular Lightweight Concrete Using Fly Ash, International Journal of Innovative Research in Science, Engineering and Technology,Vol. 3, Issue 11, November 2014.
[3] Ashish S. Moon, Dr. Valsson Varghese , S. S. Waghmare, Foam Concrete as A Green Building Material, INTERNATIONAL JOURNAL FOR RESEARCH IN EMERGING SCIENCE AND TECHNOLOGY, VOLUME-2, ISSUE-9, SEP-2015.
[4] S. Nandi, ArnabChatterjee, PrantikSamanta, TanushreeHansda, Cellular Concrete & its facets of application in Civil Engineering, International Journal of Engineering Research ISSN:2319-6890(online),2347- 5013(print),Volume No.5, Issue Special 1 pp : 37-43 8 & 9 Jan 2016.
