


Updated on May 29, 2026
Since the 1960s, Stone Mastic Asphalt (SMA) pavement surfaces have been used successfully in Germany on heavily trafficked roads as a durable road surfacing to resist wear from studded tyres. Because of its excellent performance characteristics, road authorities in Germany as well as major European Countries quickly adopted SMA as a standard wearing course. During the last few years, SMA has become one of the most popular asphalt pavements.
The deformation resistant capacity of SMA stems from a coarse stone skeleton providing more stone-on-stone contact than with conventional Dense Graded Asphalt (DGA) mixes. Improved binder durability is a result of higher bitumen content, a thicker bitumen film, and lower air voids content. This high bitumen content also improves flexibility. Addition of a small quantity of cellulose or mineral fibre prevents drainage of bitumen during transport and placement. The essential features, which are the coarse aggregate skeleton and mastic composition, and the consequent surface texture and mixture stability, are largely determined by the selection of aggregate grading and the type and proportion of filler and binder. SMA has proved superior on heavily trafficked roads and industrial applications. SMA has distinct advantages as a surfacing, due to its potential for high resistance to fatigue and rutting.
Stone Mastic Asphalt is characterised by its high stone content which forms a gap-graded skeleton-like stone structure. The voids of the structural matrix are filled with high viscosity bituminous mastic. The high stone content of at least 70% ensures stone-on-stone contact after compaction. The required degree of mastic stiffness is achieved through the addition of crushed sand.
SMA mixes have a bitumen content of minimum 6.5%. The bitumen in the gap-graded mix is stabilised during the mixing process, intermediate storage, transportation, surfacing and compaction through the addition of cellulose fibre stabilising additive.
Addition of cellulose fibre does not chemically modify bitumen, but rather enhances physical property of the finished product by allowing the use of higher bitumen contents. It tends to thicken or bulk the bitumen so that it does not run off the aggregate prior to compaction. The content of cellulose fibre is 0.3% by weight of mixture. If the technological requirements of SMA are fully met, good results can be obtained by just using standard bitumen and a cellulose fibre drainage inhibitor.
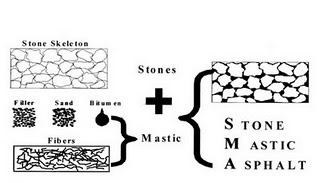
SMA provides a deformation resistant, durable, surfacing material, suitable for heavily trafficked roads. SMA has found use in Europe, Australia and the United States as a durable asphalt surfacing option for residential streets and highways. SMA has a high coarse aggregate content that interlocks to form a stone skeleton that resist permanent deformation. The stone skeleton is filled with mastic of bitumen and filler to which fibres are added to provide adequate stability of bitumen and to prevent drainage of binder during transport and placement. Typical SMA composition consists of 70-80% coarse aggregate, 8-12% filler, 6.0-7.0% binder, and 0.3 per cent fibre. The deformation resistant capacity of SMA stems from a coarse stone skeleton providing more stone-on-stone contact than with conventional dense graded asphalt (DGA) mixes.
1. Coarse and fine aggregate
2. Bitumen
3. Fibre
4. Filler
The aggregates are crushed by using jaw pressure to get different size of aggregates varying from 16 mm to 75 micron. The coarse aggregate must be hard, durable, and roughly cubical in shape when crushed. Qualities of aggregates were check through various tests like Impact Value Test, Crushing Value Test, Los Angel’s Abrasion Value Test, Flakiness and Elongation Index Test.
Bitumen act as a binder in SMA mix. Different grade of bitumen are used in different mix like hot-mix or gap-graded mix or dense-graded mix. For preparation of SMA mix we used 60/70 bitumen.
Fibres are used as stabiliser in SMA mix. Fibres help to increase the strength and stability and decrease the drain down in SMA mix. There are different types of fibres are used in SMA mix like cellulose fibre, polymer fibre, natural fibre and mineral fibre.
Filler is used in SMA mix for better binding of materials. Rock dust, slag dust, hydrated lime, hydraulic cement, fly ash, mineral filler and cement are used as filler in SMA mix, also we can use the fine aggregate below 75 micron as filler.
• 20-30% increase in pavement life over conventional pavements
• Good aggregate interlock
• Low permeability
• Improve in skid resistance due to the high percentage of fractured aggregate to motoring public particularly on wet pavement.
• Surface texture characteristic may reduce sound from the tyre and pavement contact as well as water spray and glare.
• Strength and stiffness derived from binder and aggregate structure
• Relatively high binder contents provide good Durability
• Durability (longer in-service life) of SMA should be equal to, or greater than, DGA and significantly greater than OGA.
• It provides a textured, durable and rut resistant wearing course.
• Surface texture characteristics are similar to OGA, so noise generated is lower than DGA but slightly higher than OGA.
• It can be produced and compacted with the same plant and equipment as for normal hot mix DGA using procedural modifications.
• SMA can be used on heavily trafficked roads where good deformation resistance is required.
• Surfacing may reduce reflective cracking from underlying cracked pavements due to its flexible mastic.
• At the end of its service life it is 100% recyclable.
• SMA mix requires higher mixing temperature.
• Potential construction problem with SMA mixtures are drainage and bleeding.
• Storage and placement temperatures cannot be lowered to control drainage and bleeding problem due to the difficulty in obtaining the required compacted.
• Increased material cost associated with high bitumen and filler content.
• Increased mixing time and time taken to add extra filler may result in reduced productivity.
• Possible delays in openings (the road) as SMA should be cooled to 40°c to prevent early flushing of the binder to the surface.
• Needs more carefully monitoring the composition at the mixing plant.
• Moisture seeping from the SMA surface for long periods after rain.
• White fines on the surface of the pavements.
• Premature rutting
• Stripping of asphalt layers below the SMA surfacing.
• Potholing
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
