


Published on Apr 02, 2024
The Hot Runner Technology is an advanced & applied technology in process of forming of an injection mold. As soon as the hot runner technology is applied in injection molds, it will obtain the aim for optimization of product quality, increasing efficiency of production, saving raw materials, saving energy, decreasing cost of products and so on.
The article will mainly discusses the applied study of hot runner technology in injection mold, and has a detailed explanation for the design instances of hot runner technology in injection mold, the suitability of hot runner system and the technological & economical analyses of hot runner molds.
Injection moulding has always been one of the most common processing methods for plastics. Nowadays countless parts in many electrical appliances, automobiles and office equipment are injection molded. The most common injection moulding machinery is the reciprocating screw machine, whose process can be divided into several stages as seen in Figure 6.
At the plastication stage, the feed unit operates as an extruder, melting and homogenizing the material in the screw/barrel system. The screw, however, is allowed to retract in order to make room for the molten material in a space at the cylinder head, called material reservoir, between the screw tip and a closed valve or an obstruction of solidified material from the previous shot.
At the injection stage, the screw is used as a ram (piston) for rapid transfer of the molten material from the reservoir to the cavity between the two halves of the closed mould. Since the mould is kept at a temperature below the solidification temperature of the material, it is essential to inject the molten material rapidly enough to ensure complete filling of the cavity.
A high holding or packing pressure is normally exerted, to partially compensate for the thermal contraction of the material upon cooling. The cooling of the material in the mould often limits the production time because of the low thermal conductivity of polymers. The mould, after being cooled, can be opened and the solid product ejected. Although the screw machine is by far the most popular, plunger injection machines are also used to give products some unique features.
There is no shearing or mixing action, as a plunger does not rotate. The resulting moulded part can take on a marbled appearance with swirls of two or more colours. This may be the desired finish for certain products. Regardless of different machines, injection moulding yields a high productivity and allows the products to have many fine details such as bosses, location pins, mounting holes, bushings, ribs, flanges, etc. All these features can eliminate many subsequent assembly and finishing operations. A large variety of products can be injection molded.
These include
(a) micro-products, molded in multiple cavity moulds on small precision machines, such as components for watches and microelectronics;
(b) medium size products molded continuously in very large numbers in dedicated machines or in relatively small runs; and
(c) large products, molded by large machines, such as car dashboard frames, TV cabinets, garden furniture, and small boat hulls.
Many of these large plastic parts have a solid skin and a cellular inner structure, hence the process is also known as structural foam moulding.
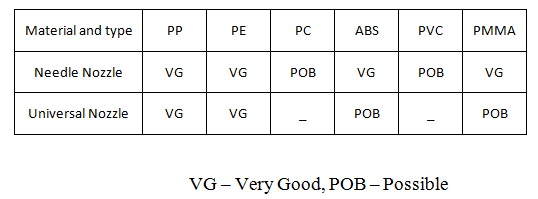
Generally speaking, the hot runner technology applies only to the injection molding, and also not each injection mold is suitable. At the same time, it should be clearly known that none of hot runner system cannot be applied to all of plastic materials and all kinds of injection products. Hot runner system for certain thermoplastics is applicable, but not applicable to another kind of plastics. Which is because the use of hot runner system still depends on many other factors, such as: injection quantity, injection rate, length of flow, shape of mold cavity and color plastic etc. Table 1 lists some of the common plastics relative to the applicability of hot runner system.
Analysis of production cost is one of the aspects of being reasonable or not to use the hot runner system. To use hot runner system is the important condition of production of products. In comparison with other production technology, the purpose of cost analysis is to determine whether the adoption of hot runner system has good economic benefit.
Cost analysis must contain all the expense, the producer is used to face the choice of either hot runner mold or the traditional mold of cold runner. Only when the cost difference is less, would the advantages and disadvantages of hot runner system become an important factor. Practical data shows that for the cold runner multi-cavity mould, only there are a considerable quantity of products, can it save materials and benefit it.
•Materials cost savings - no runner to regrind or reprocess Least expensive cost / piece.
• Reduction of energy costs Shorter, faster cycle times - no runners to cool.
• Smaller machines - reduced shot volume into runners.
• Automated processing – runners do not need to be separated from the parts
• Gates at the best position for economical design.
• No runners to remove or regrind, thus no secondary work needed.
• Lower injection pressures.
• Lower clamping pressure.
• Shorter cooling time.
• Shot size reduced.
• Cleaner molding process.
• Consistent heat within the cavit
• There are, however, a few disadvantages to hot runner systems that need to be considered.
• Hot runner molds are more complex and expensive to build than cold runner molds.
• Higher initial start-up costs than for cold runner systems.
• Risk of thermal damage to sensitive materials.
• Elaborate temperature control required.
• Higher maintenance costs – more susceptible to:
o Breakdowns
o Heating element failure
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
