


Updated on May 29, 2026
Plastic welding and spot welding - both are almost similar to each other. There is a difference noted. In plastic welding, heat is supplied through convection of the pincher tips, instead of conduction. The two plastic pieces are brought together. At the time of welding, a jet of hot air is liberated.
This melts the parts to be joined along with the plastic filler rod. As the rod starts melting, it is forced into the joint and causes the fusion of the parts.
Plastic identification is the first point to be noted in order to choose a suitable plastic welding rod. A plastic welding rod or thermoplastic welding rod is of a constant cross-section shape. Using this, two plastic pieces can be joined. It may have a circular or triangular cross-section. Porosity of the plastic welding rod is an important factor. Air bubbles in the rod will be created due to its high porosity. This is responsible for decreasing the quality of the welding. So, the rods used must maintain zero porosity. Otherwise, they should be void less. Products like chemical tanks, water tanks, heat exchangers and plumbing fittings are manufactured by using the technique of plastic welding. By adopting this technique, money can be saved.
Using plastic welding, two plastics can be welded together. This type of weld is performed on children's toys, lawn furniture, auto parts and other plastic equipments which are used daily - both for domestic and commercial purposes. In order to join the thermoplastics, when they are heated an under a particular pressure, this type of welding is employed. In normal practice, using filler material, the pieces are joined together.
There are certain occasions wherein filler material can be avoided. Generally, plastic is not durable and has a shorter life span. Natural elements like cold weather, ultraviolet radiation from the sun or continuous exposure to chemicals causing contamination, will create damage to plastic products. Plastic can be subjected to damage if it is hit on a hard surface. But, as the price of new parts is high, it is preferred to repair the existing products.
As there are different types of plastics, we must know which one we are working with in order to find the exact welding material to be used. We must know the difference between thermoplastics and thermo sets because it is not possible to weld thermo sets. If you use the wrong welding rod for the plastic to be repaired, bonding will not take place. As materials like polyolefin's have a lower surface energy, a special group of polyolefin adhesives has to be used. When you are repairing plastic, there are usually two types of defects - a crack or a broken part. In the case of a crack, there is a particular stress affecting the inside of the material. You have to repair the crack and you should not continue through the piece.
There are many types of plastic welding.
• Hot gas welding uses a welding gun which has electric heating elements. They produce heat f hot gas.
• Hot plastic welding uses a hot plate place between the two surfaces which are to be joined. In order to weld two pieces, ultrasonic welding uses a high frequency acoustic vibration. After subjecting them to high pressure, they are exposed to the vibrations until the weld is completed.
• Spin welding, where friction is employed to weld two cylindrical parts. These parts are rotated. The rotation stops at a particular point and the weld is completed.
• Vibration welding exposes the pieces to a frequency called amplitude. The two pieces are subjected to pressure due to which a friction is created which generates heat.
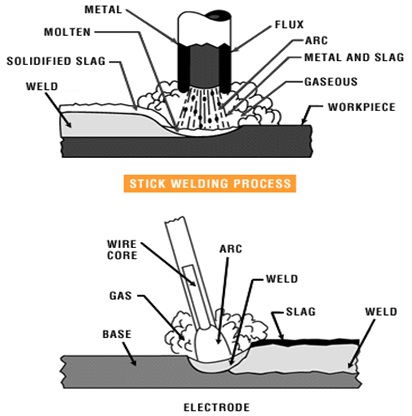
It is a process of joining two metal pieces by melting the edges by an electric arc. The electric arc is produced between two conductors. The electrode is one conductor and the work piece is another conductor. The electrode and the work piece are brought nearer with small air gap. (3mm app.)
When current is passed an electric arc is produced between the electrode and the work piece. The work piece and the electrode are melted by the arc. Both molten piece of metal become one. Temperature of arc is about 4000°c Electrodes used in arc welding are coated with a flux. This flux produces a gaseous shield around the molten metal. It prevents the reaction of the molten metal with oxygen and nitrogen in the atmosphere. The flux removes the impurities from the molten metal and form a slag. This slag gets deposited over the weld metal. This protects the weld seam from rapid cooling. Fig.1 shows arc welding process.
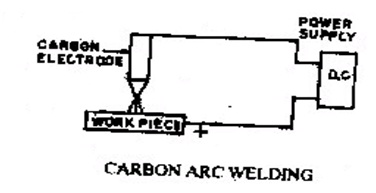
In carbon arc welding, the intense of heat of an electric arc between a carbon electrode and work piece metal is used for welding. DC power supply is used. The carbon electrode is connected to negative terminal and work piece is connected to positive terminal, because positive terminal is hotter (4000°c) than the negative terminal (3000°c) when an arc is produced. So carbon from the electrode will not fuse and mix up with the metal weld. If carbon mixes with the weld, the weld will become weak and brittle. To protect the molten metal from the atmosphere the welding is done with a long arc. In this case, a carbon monoxide gas is produced, which surrounds the molten metal and protects it.
Carbon arc welding is used to weld both ferrous and non ferrous metals. Sheets of steel, copper alloys, brass and aluminium can be welded in this method.
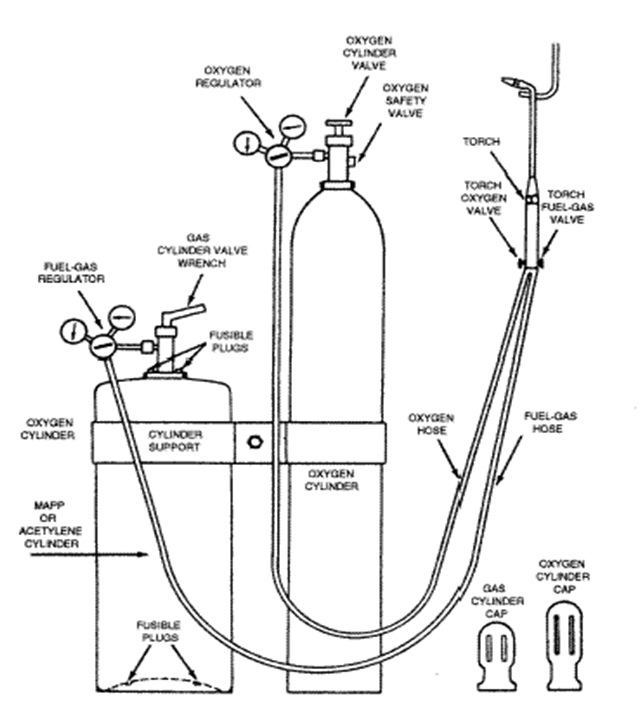
In gas welding, a gas flame is used to melt the edges of metals to be joined. The flame is produced at the tip of welding torch. Oxygen and Acetylene are the gases used to produce the welding flame. The flame will only melt the metal. A flux is used during welting to prevent oxidations and to remove impurities. Metals 2mm to 50mm thick are welded by gas welding. The temperature of oxyacetylene flame is about 3200°c. Fig shows Gas welding equipments.
• Ferrous metal is heated in to red hot condition and a jet of pure oxygen is projected onto the surface, which rapidly oxidizes
• Oxides having lower melting point than the metal, melt and are blown away by the force of the jet, to make a cut
• Fast and efficient method of cutting steel to a high degree of accuracy
• Torch is different from welding
• Cutting torch has preheat orifice and one central orifice for oxygen jet
• PIERCING and GOUGING are two important operations
• Piercing, used to cut a hole at the centre of the plate or away from the edge of the plate
• Gouging, to cut a groove into the steel surface
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
