


Updated on May 29, 2026
Heat engines are based on considering various factors such as durability, performance and efficiency with the objective of minimizing the life cycle cost. For example, the turbine inlet temperature of a gas turbine having advanced air cooling and improved component materials is about 1500oC.
Metallic coatings were introduced to sustain these high temperatures. The trend for the most efficient gas turbines is to exploit more recent advances in material and cooling technology by going to engine operating cycles which employ a large fraction of the maximum turbine inlet temperature capability for the entire operating cycle.
Thermal Barrier Coatings (TBC) performs the important function of insulating components such as gas turbine and aero engine parts operating at elevated temperatures. Thermal barrier coatings (TBC) are layer systems deposited on thermally highly loaded metallic components, as for instance in gas turbines. TBC's are characterized by their low thermal conductivity, the coating bearing a large temperature gradient when exposed to heat flow. The most commonly used TBC material is Yttrium Stabilized Zirconia (YSZ), which exhibits resistance to thermal shock and thermal fatigue up to 1150oC.
YSZ is generally deposited by plasma spraying and electron beam physical vapour deposition (EBPVD) processes. It can also be deposited by HVOF spraying for applications such as blade tip wear prevention, where the wear resistant properties of this material can also be used. The use of the TBC raises the process temperature and thus increases the efficiency.
Thermal Barrier Coating consists of two layers (duplex structure). The first layer, a metallic one, is called bond coat, whose function is to protect the basic material against oxidation and corrosion. The second layer is an oxide ceramic layer, which is glued or attached by a metallic bond coat to the super alloy. The oxide that is commonly used is Zirconia oxide (ZrO2) and Yttrium oxide (Y2O3). The metallic bond coat is an oxidation/hot corrosion resistant layer. The bond coat is empherically represented as MCrAlY alloy where
M - Metals like Ni, Co or Fe.
Y - Reactive metals like Yttrium.
CrAl - base metal.
Coatings are well established as an important underpinning technology for the manufacture of aeroengine and industrial turbines. Higher turbine combustion temperatures are desirable for increased engine efficiency and environmental reasons (reduction in pollutant emissions, particularly NOx), but place severe demands on the physical and chemical properties of the basic materials of fabrication.
In this context, MCrAlY coatings (where M = Co, Ni or Co/Ni) are widely applied to first and second stage turbine blades and nozzle guide vanes, where they may be used as corrosion resistant overlays or as bond-coats for use with thermal barrier coatings. In the first and second stage of a gas turbine, metal temperatures may exceed 850°C, and two predominant corrosion mechanisms have been identified:
Accelerated high temperature oxidation (>950°C) where reactions between the coating and oxidants in the gaseous phase produce oxides on the coating surface as well as internal penetration of oxides/sulphides within the coating, depending on the level of gas phase contaminants
Type I hot corrosion (850 - 950°C) where corrosion occurs through reaction with salts deposited from the vapour phase (from impurities in the fuel). Molten sulphates flux the oxide scales, and non-protective scales, extensive internal suplhidation and a depletion zone of scale-forming elements characterize the microstructure.
Some of the innumerable design options with regard to TBC are given below.
Corrosion resistance
Alternative fuels
No derating for heavy fuels
Corrosion / Erosion resistance
Lower metal temperature
Lower transient thermal stress
Reduce coolant flow
Increase the turbine inlet temperature
Easily cast super alloy
Simplified cooling
The options stressed above depend on the application of TBC. For aircraft turbines, emphasis has been placed on efficiency, durability and capital cost. For example, calculations have shown that the application of 1 mm oxide coating to the first two stages of an aircraft gas turbine can reduce cooling air consumption by 6.1% yielding a net thrust specific fuel consumption improvement of 1.3%. Alternatively, metal temperature and transient thermal stresses can be reduced significantly with more than a four-fold improvement in blade life.
For stationary gas turbines and diesel engines, emphasis has been placed on fuel flexibility and durability. In some cases, ceramics are more corrosion resistant than potential metallic coated materials, thus permitting firing with minimally processed fuels. They also result in lower metal temperatures; improve creep and thermal fatigue resistance of the substrate metal.
For small aircraft and land vehicles on IC engines, efficiency improvement has been emphasized.
Nowadays, in the industrial production there are two different processes for the manufacturing of thermal barrier coatings: the plasma spraying (PS) and the electron beam - physical vapour deposition (EB-PVD). Whilst EB-PVD process is usually used to deposit an aluminium layer as bond coat, the plasma spraying technology applies vacuum plasma-sprayed bond coats, which are mostly made of MCrAlY (M=Ni, Co). Recently, the high velocity oxy-fuel technology (HVOF) is also increasingly used for this task. The ceramic layer is usually deposited by means of the atmospheric plasma spraying (APS).
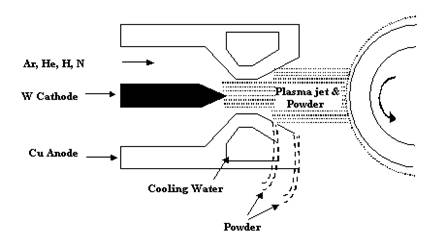
The most common is the Plasma Spray process. Fig 2 shows a plasma spray torch.
It consists of tungsten cathode and water-cooled copper anode. The gas used is Argon, Helium, Hydrogen and Nitrogen. Argon is usually chosen as the base gas due to its ionization characteristics and chemical inertness. An electric arc is initiated between the two electrodes using a high frequency discharge and then sustained using dc power. The arc ionizes the gas, creating high-pressure gas plasma. The resulting increase in gas temperature, which may exceed 30,000oC in turn, increases the volume of the gas and, hence, its pressure and velocity as it exits the nozzle. Power levels in plasma spray torches re usually in the range of 30 kW to 80 kW, but they can be as high as 120 kW.
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
