


Updated on May 29, 2026
Hydro Forming uses water pressure to form complex shapes from sheet or tube material. The pressure may go up about 60,000 psi depending on the component.
As the automobile industry strives to make car lighter, stronger and more fuel efficient, it will continue to drive hydro forming applications. Some automobile parts such as structural chassis, instrument panel beam, engine cradles and radiator closures are becoming standard hydro formed parts.
The capability of hydro forming can be more fully used to create complicated parts. Using a single hydro formed item to replace several individual parts eliminate welding or hole punching, simplifies assembly and reduce inventory.
Taking Advantage Of Hydro Forming
When considering hydro forming, companies need to ask whether this technology will make a part cheaper to produce. The real question is whether you can refine the entire manufacturing process to take advantage of hydroforming that is when it really makes.
Instead of looking at a single competent to determine whether it can be hydro formed , companied need to look at a product through whole process, from material to assembly , to determine what savings can be achieved . For e.g. Hydro forming often reduces number of pieces or the amount of floor space used or eliminates the need for welding stations.
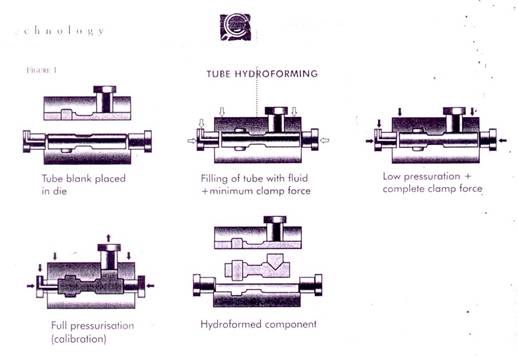
Straight, pre bent and or performed tubes are formed by internal water pressure with additional application of compressive mechanical forces. In this method the tube in placed in die and as press clamps the die valves, low pressure fluid in introduced into tube to pre form it.
One the maximum clamping pressure in achieved, the fluid pressure inside the tube in increased so that tube bulges to take internal shape of the die. Simultaneously additional cylinders axially compress the tube to prevent thinning and brushing swing expansion.
• Increased strength to weight ratios
• Multiple cross – section reshaping or section modules increase
• Improved stiffness torsion and bending rigidly
• Improvement in NHV Factor
• Incorporation of hole punching, slot making, embosses swing hydro forming process.
• Reduction in number of manufacturing stages, hence tooling.
• Reduction in welding, hence distortion and subsequent heat treatment.
Sheet hydro forming involves forming of sheet with application of fluid pressure. A sheet metal blank informed by hydraulic counter pressure generated by punch drawing sheet into pressurized water chambers. The water pressure effectively punches the sheet firmly against punch to form required shape.
The major advantage of fluid forming is increased drawing ratio. The process tale place in two stages performed during one press stroke. The sheet in performed by applying low fluid pressure while it is in clamped firmly by a blank holder pressure. Performing achieves on evenly distributed strengthening in the component center. In next step fluid pressure in gradually increased and blank holder pressure in controlled relative to sheet reformation.
A typical hydro forming system would include a press capable of developing necessary forces to clamp the die valves together when internal pressure acts on fluid; a high pressure water system to intensify water pressure for forming component, looking including aerial cylinder and punches, depending on component and a control system for process monitoring.
Since the entire process of operation takes place inside a closed die, one cannot see what actually happens during forming. Therefore the controller plays a vital role in displaying, monitoring and controlling the different parameters of forming in real time.
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
