


Published on Jan 09, 2026
In 1938, Lludwig Bergman and some colleagues were experimenting with ultrasonic Waves and their effects on metal. He found that many metals could be combined by using ultrasonic welding that could not be joined by any other method. It was also found that any metal could be strengthened by subjecting the metal in its molten state to ultrasonic vibrations.
The ultrasonic effect upon the molten metal generates a smaller grain size, giving the metal more strength. Ultrasonic welding combines pressure and high frequency vibration motions to form a solid state bond.
The range ultrasonic frequency used in this welding is from 20kHz to 60kHz. This cool, strong weld capable of joining such combination as aluminium to steel, aluminium to tungsten, aluminium to molybdenum and nickel to brass. Ultrasonic welding has also made it possible to join metals with vastly different melting temperatures, making strong rigid joints. Thus many applications previously considered unweldable can now revaluated.
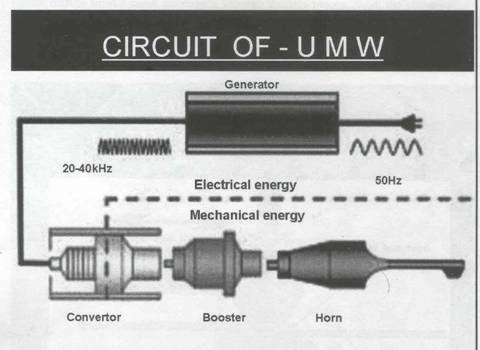
The circuit of UMW is as shown below.
It consists of an ultrasonic generator, which generates a frequency of 20 kHz to 40 kHz from a supply of 220v/50Hz. The converter transforms the high frequency electric energy produced by the generator into mechanical energy. The booster serves as an amplitude transformer for the required amplitude range as well as a general stabilizer for the oscillations of the transducer system. The sonotrode or horn is the working tool of the ultrasonic metal welding.
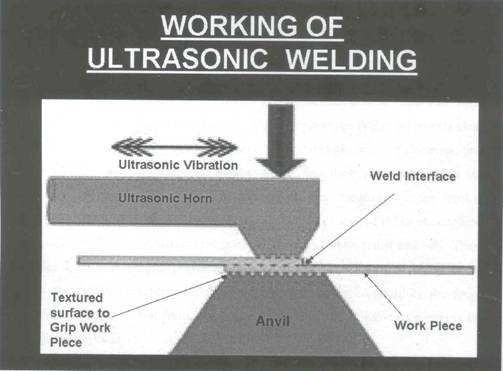
The pieces to be welded are clamped between the welding tip called sonotrode and anvil. Both tip and anvil are faced with high-speed steel, since considerable wear can occur at the contacting surface. The process of ultrasonic welding is fairly simple. It begins when the parts those are to be welded, such as two multi-strand copper wires for example, are placed together in the welding unit. The system then compresses the wires together with a force of between 50 and several 100 pounds per square inch to form a close connection between the two pieces. Next, the ultrasonic horn is used to vibrate the two pieces together at a rate of around 20000 or 40000 Hz, depending on the application.
The system that is used to scrub the pieces together consists of four major components. The first of these is the anvil. This is simply a piece of the machine, usually with a replaceable head, that holds one of the components still while the other is rubbed against it. The "business end" of the ultrasonic system consists of three major parts. The first of these is the ultrasonic transducer. This component takes an electric signal from a power supply that is providing a 20 kHz AC (by using an ultrasonic generator) signal and converts it to a mechanical motion at the same frequency. The vibration that results is at a frequency that is appreciably above the range of human hearing, hence the name ultrasonic.
Although this motion is very strong, it has a very low amplitude or stroke length. This is not suitable for welding. The next part of the system, appropriately called the booster, increases the amplitude of the motion, at the cost of some of its force.
This motion is then passed into the ultra sonic horn. This is the portion of the system that actually vibrates the work piece. In addition to providing the interface between the ultra sonic generator and the work piece, the horn also further amplifies the amplitude of the motion, again reducing its force. Like the anvil, the horn ends in a replaceable head.
Before the interaction of the pieces at the interface can be explained, some basic molecular physics must be reviewed. The first principal is that when two clean pieces of metal are placed in intimate contact, they will begin to share electrons, thus welding together, second, at atomic scale even surfaces those that look perfect and smooth are very rough and impure. The majority of these impurities are in the form of metal oxides that were produced when the bare metal was exposed to the atmosphere. The second part of contamination is in the form of ordinary dirt and oils. These impurities form a layer that prevents the electrons in the two parts from passing between them, thus preventing them from welding together. In addition, the rough surface prevents the metals from being in intimate contact, which also prevents the exchange of electrons
The parts of the welding unit are as follows,
1) Ultra sonic generator
2) Ultra sonic transducer system
a) Converter
b) Booster
c) Sonotrode
3) Anvil and fixtures
The ultra sonic generator operates with ac line voltage (220/110 V). It generates a sinusoidal wave of 20 kHz from the supplied power. The ultra sonic generator has three components,
Advanced ultra sonic generators feature automatic tuning adjustments to optimize the generator to the transducer system, even if there is a change in the mechanical or electrical properties during the welding process. The automatic tuning adjustment compensates for changes and ensures optimal efficiency. Above all, it guarantees that welding parameters remain constant. This is extremely important for ultra sonic metal welding.
The welding phase when molecules inter mingle will require a much high mechanical load. The rise in mechanical load must not, under any circumstances, influence or reduce the amplitude. The electronic controls in the generator must detect this condition and maintain constant amplitude by providing appropriate energy. Constant amplitude during the welding process is decisive for a successful weld. The required welding amplitude is based on the application characteristics and / or tests of the weld strength. The physical amplitude generally varies between 0.015 mm and 0.045 mm at half of the travel distance.
Different geometrical shapes of transducer will provide different values of amplitude. The amplitude for specific welds however can be varied by electric or electronic variation means. This is why ultra sonic generators are preferably equipped with electronic regulation control for amplitude adjustments. By using a selector switch up to 10 steps or a regulating potentiometer, the amplitude can be adjusted in fine increments.
| Are you interested in this topic.Then mail to us immediately to get the full report.
email :- contactv2@gmail.com |
